

Short-process thermal treatment method of large 35CrNi3MoV steel forgings
A heat treatment method and technology for large forgings, applied in short-process heat treatment after forging of large forgings of 35CrNi3MoV steel, heat treatment field of 35CrNi3MoV steel, can solve the problems affecting the crystal phase structure of finished products, unreasonable process, complex process, etc., to improve production Efficiency, improved mechanical properties, and short process flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
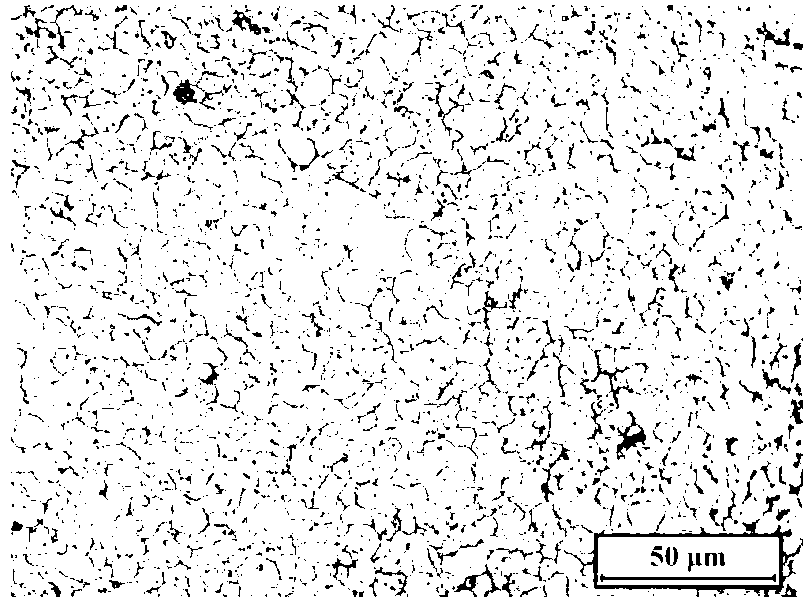
[0030] Heat treatment of large 35CrNi3MoV steel forgings slowly cooled to room temperature after forging, the steps are as follows: first, heat the sample from room temperature to 650±10°C at a rate of 100±10°C / h for 8 to 10 hours (h), Then heat at a rate of 25±5°C / h from 650±10°C to 850±10°C for 12 hours to ensure uniform austenitization of the sample; then cool at a rate of 30±5°C / h to a nose tip temperature of 640°C± Incubate at 10°C for 66 hours to form a pearlite-based tissue, thereby eliminating tissue inheritance, and then cool to room temperature; then heat the sample to 650±10°C at a rate of 100±10°C / h for 3 to 5 hours, and then heat it at 25°C Heating at a rate of ±5°C / h to 860±10°C for 14 to 16 hours, and finally taking out the sample for oil quenching (quenching), the average grain size of the obtained prior austenite is above ASTM No.9 (such as figure 1 shown); Finally, the sample was heated from room temperature to 610±10°C at a rate of 100±10°C / h and kept for 20...
Embodiment 2
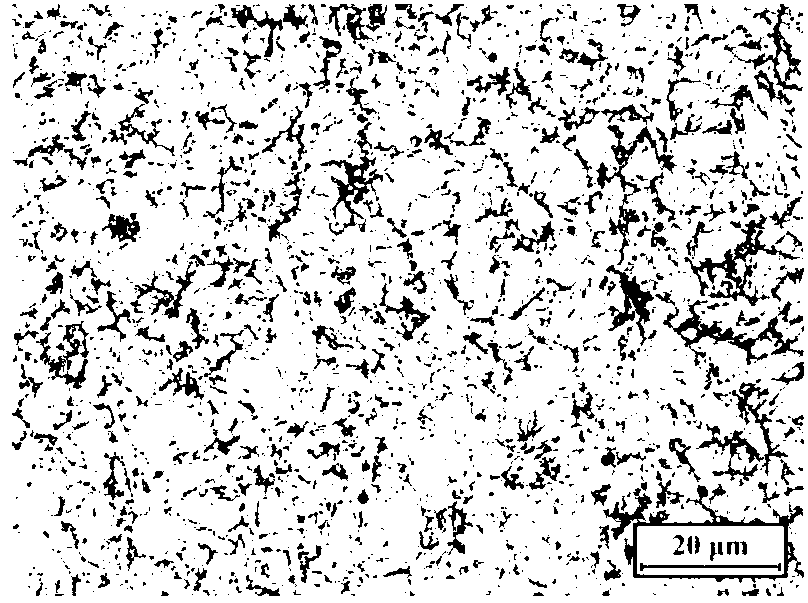
[0032] Heat treatment of large forgings of 35CrNi3MoV steel that was slowly cooled to room temperature after forging. The heat treatment steps of normalizing instead of quenching are as follows: first, heat the sample from room temperature to 650 °C at a rate of 300 °C / h for 9 h, and then Heating at a rate of 300°C / h from 650°C to 850°C for 12 hours to ensure uniform austenitization of the sample; then cooling at a rate of 30°C / h to 640°C±10°C for 48 hours to form pearlite-based Tissues, so as to eliminate tissue inheritance, and then cool to room temperature; then heat the sample to 650°C at a rate of 400°C / h for 4h, then heat at a rate of 300°C / h to 860°C for 15h, take out the sample and air cool (positive Fire), the average grain size of the obtained prior austenite is above ASTM No.8 (such as image 3 shown); Finally, the sample was heated from room temperature to 610 °C at a rate of 300 °C / h and kept for 12 h, and then the sample was taken out and air-cooled to room tempe...
Embodiment 3
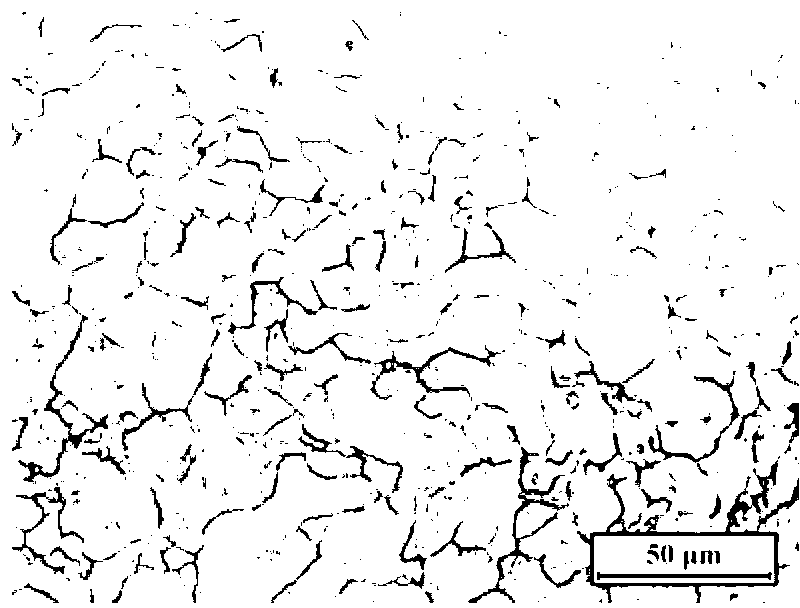
[0034] The post-forging heat treatment of large forgings of 35CrNi3MoV steel that has been slowly cooled after forging is carried out. The heat treatment process steps of normalizing instead of quenching are as follows: first, the sample is heated from room temperature to 650 °C at a rate of 400 °C / h for 9 h, and then Heat at a rate of 300°C / h from 650°C to 850°C for 12 hours to ensure uniform austenitization of the sample; then cool at a rate of 30°C / h to 640°C±10°C and hold for 48 hours to form pearlite-based Then, the sample was heated to 650°C at a rate of 400°C / h for 4 hours, then heated to 860°C at a rate of 300°C / h for 15 hours, and finally the sample was taken out and air-cooled (Normalizing), the average grain size of the obtained prior austenite is above ASTM No.8 (such as Figure 5 shown); Finally, the sample was heated from room temperature to 610 °C at a rate of 400 °C / h for 12 hours, and then the sample was taken out and air-cooled to room temperature to obtain a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More