

Method for controlling head-to-tail width of high broadening ratio steel plate
A control method and width ratio technology, applied in the direction of metal rolling stands, metal rolling mill stands, etc., can solve the problems of increasing equipment investment and increasing vertical roll mills, so as to improve the yield of finished products, reduce the amount of trimming, Improved follow-through effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] Embodiment 1 steel type AH36
[0032] Continuous casting slab size: 200×1800×3040mm
[0033] Finished steel plate size: 8.25×4150×31000mm
[0034] PVPC (Plate Plane Shape Control) Mode in Roughing Mill: Manual Mode
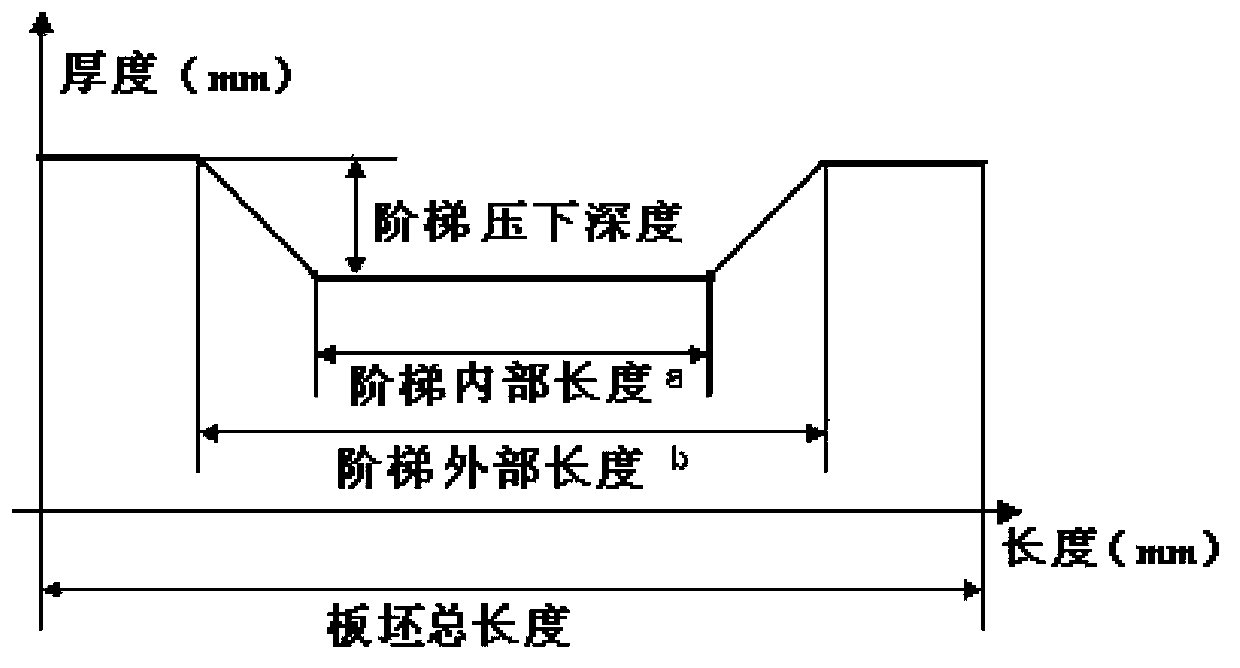
[0035] Artificial mode PVPC internal length a: 70% of the total length of the slab
[0036] Manual mode PVPC external length b: 85% of the total length of the slab
[0037] Step depression depth h=2.3×(B / B′);
[0038] Forming pass rolling speed V=(b-a)×(V HGC / h) / 2
[0039] The specific rolling is as follows:
[0040] A total of 6 passes for rough rolling;
[0041] One pass in the forming stage, the reduction in the forming pass is 35mm, the step reduction depth in the forming pass is 5.3mm, and the rolling speed in the forming pass is 0.8m / s;
[0042] There are 4 rolling passes in the widening stage, and the rolling speed of each pass is 2.1m / s, 2.3m / s, 2.4m / s, 2.6m / s;
[0043] In the longitudinal rolling stage, one pass is rolled, and the rolling...
Embodiment 2
[0053] Embodiment 2 steel type Q345E
[0054] Continuous casting slab size: 200×1500×3580mm
[0055] Finished steel plate size: 16×3200×21000mm
[0056] PVPC Mode in Roughing Mill: Manual Mode
[0057] Artificial mode PVPC internal length a: 70% of the total length of the slab
[0058] Manual mode PVPC external length b: 85% of the total length of the slab
[0059] Step depression depth h=2.3×(B / B′);
[0060] Forming pass rolling speed V=(b-a)×(V HGC / h) / 2
[0061] The specific rolling is as follows:
[0062] A total of 6 passes for rough rolling;
[0063] One pass in the forming stage, the reduction in the forming pass is 15mm, the step reduction depth in the forming pass is 4.9mm, and the rolling speed in the forming pass is 1.0m / s;
[0064] In the widening stage, there are 3 rolling passes, and the rolling speed of each pass is 2.4m / s, 2.6m / s, and 2.8m / s;
[0065] In the longitudinal rolling stage, there are 2 passes, and the rolling speed of each pass is 3.1m / s an...
Embodiment 3
[0075] Embodiment 3 steel type Q345qD
[0076] Continuous casting slab size: 300×1800×3200mm
[0077] Finished steel plate size: 25×3600×19200mm
[0078] PVPC Mode in Roughing Mill: Manual Mode
[0079] Artificial mode PVPC internal length a: 70% of the total length of the slab
[0080] Artificial mode PVPC external length b: 85%
[0081] The step reduction depth of the total length of the slab h=2.3×(B / B′);
[0082] Forming pass rolling speed V=(b-a)×(V HGC / h) / 2
[0083] The specific rolling is as follows:
[0084] A total of 7 passes for rough rolling;
[0085] One pass in the forming stage, the reduction in the forming pass is 25mm, the step reduction depth in the forming pass is 4.6mm, and the rolling speed in the forming pass is 0.9m / s;
[0086] There are 4 rolling passes in the widening stage, and the rolling speed of each pass is 1.9m / s, 2.1m / s, 2.3m / s, 2.6m / s;
[0087] In the longitudinal rolling stage, there are 2 passes, and the rolling speed of each pass i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More