Remanufacturing Method of Main Bearing Hole of Engine Cylinder Block Assembly
A technology for engine cylinders and main bearings, which is applied in the direction of manufacturing tools, honing machine tools, and machine tools suitable for grinding workpiece planes, etc. It can solve the problems of difficulty in realizing industrialized mass production, complex brush plating process, and coating peeling off, and achieve easy industrialization Mass production, simple process, and the effect of improving processing efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
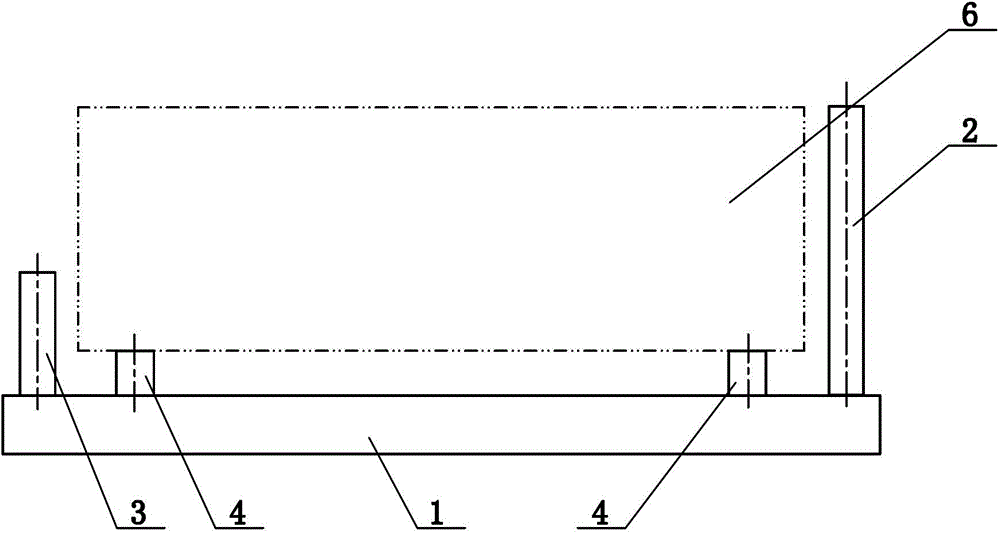
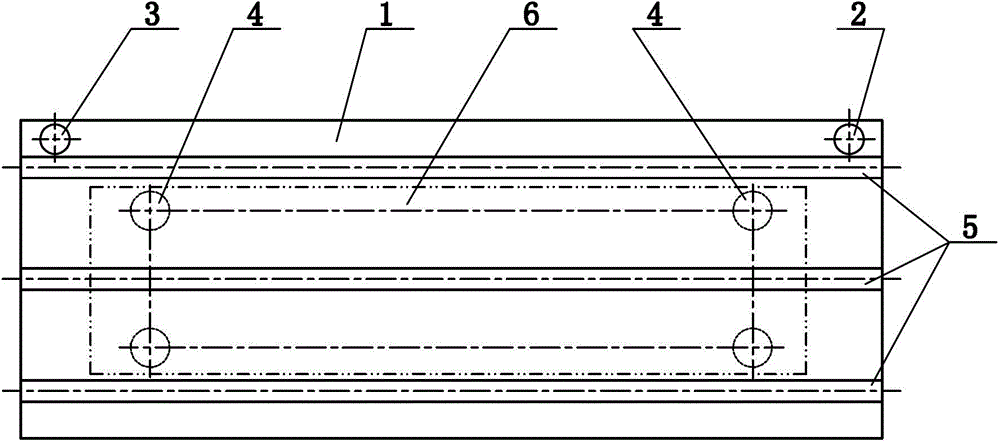
[0032] The method for remanufacturing the main bearing hole of the engine cylinder block assembly comprises the following steps:
[0033] (1) Machining of the joint surface of the main bearing seat of the cylinder block: Based on the joint surface of the main bearing seat of the cylinder block, use a surface grinder and tooling grinding to remove the processing amount of 0.02mm on the joint surface of the main bearing seat of the cylinder block, and ensure that the cylinder The shape and position tolerance requirements of the joint surface of the body main bearing seat;
[0034] (2) Machining of the joint surface of the main bearing seat of the crankcase: taking the joint surface of the main bearing seat of the crankcase as a reference, use a surface grinder and tooling grinding to remove the processing amount of 0.02mm on the joint surface of the main bearing seat of the crankcase;
[0035] (3) Assembly: Assemble the cylinder block and crankcase according to the assembly sequ...
Embodiment 2
[0038] The method for remanufacturing the main bearing hole of the engine cylinder block assembly comprises the following steps:
[0039](1) Machining of the joint surface of the main bearing seat of the cylinder block: Based on the joint surface of the main bearing seat of the cylinder block, use a surface grinder and tooling grinding to remove the processing amount of 0.05mm on the joint surface of the main bearing seat of the cylinder block, and ensure that the cylinder The shape and position tolerance requirements of the joint surface of the body main bearing seat;
[0040] (2) Machining of the joint surface of the main bearing seat of the crankcase: taking the joint surface of the main bearing seat of the crankcase as the reference, the machining amount of 0.05mm is removed by surface grinder and tool grinding on the joint surface of the main bearing seat of the crankcase;
[0041] (3) Assembly: Assemble the cylinder block and crankcase according to the assembly sequence ...
Embodiment 3
[0044] The method for remanufacturing the main bearing hole of the engine cylinder block assembly comprises the following steps:
[0045] (1) Machining of the joint surface of the main bearing seat of the cylinder block: Based on the joint surface of the main bearing seat of the cylinder block, use a surface grinder and tooling grinding to remove the processing amount of 0.10mm on the joint surface of the main bearing seat of the cylinder block, and ensure that the cylinder The shape and position tolerance requirements of the joint surface of the body main bearing seat;
[0046] (2) Machining of the joint surface of the main bearing seat of the crankcase: taking the joint surface of the main bearing seat of the crankcase as a reference, use a surface grinder and tooling grinding to remove the processing amount of 0.10mm on the joint surface of the main bearing seat of the crankcase;
[0047] (3) Assembly: Assemble the cylinder block and crankcase according to the assembly sequ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com