Heat treatment method for improving low-temperature toughness of WC6-1.7357 material
A technology of low-temperature toughness and process method, which is applied in the field of heat treatment process for improving the low-temperature toughness of WC6-1.7357 material, and can solve the problems of not meeting the low-temperature impact requirements of customer materials, failing to meet low-temperature impact performance, group economy and reputation loss, etc. problems, to achieve the effect of reducing labor intensity and production cycle, reducing quenching cracks, and shortening heat treatment cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
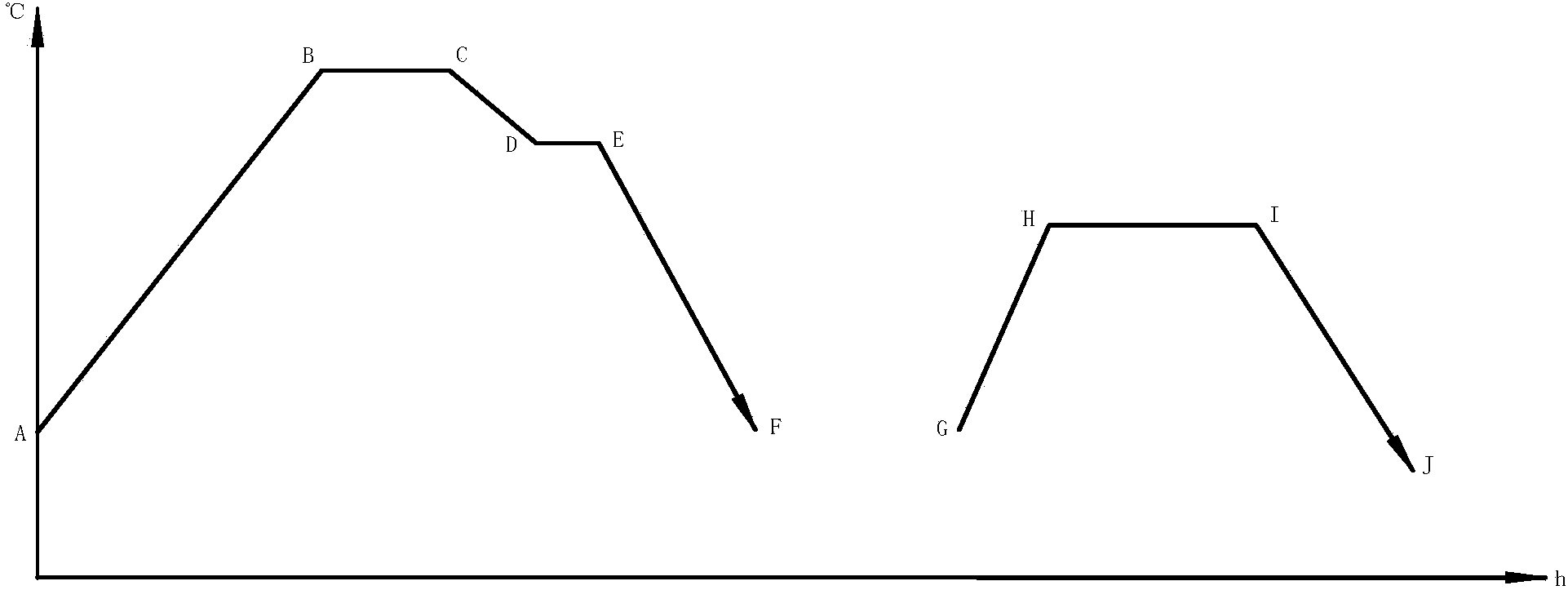
[0020] Such as figure 1 Shown, the method for the heat treatment that is used to improve WC6-1.7357 material low-temperature toughness of the present invention comprises the following steps:
[0021] (1) Place the casting and test block made of WC6-1.7357 on the quenching tray smoothly;
[0022] (2) Use a crane or forklift to load the quenching tray containing the castings and test blocks into the designated heat treatment furnace. The heat treatment furnace is an electric furnace or a gas furnace. In order to minimize the deformation of the castings in the heat treatment furnace, the castings are The furnace should be placed in an upright, side or horizontal position according to its structural characteristics; the furnace temperature should be ≤350°C when the furnace is installed (such as figure 1 shown in point A), and then rise to 940±10°C at a rate of ≤120°C / hour (such as figure 1 Shown in the AB section of ), and heat preservation within this temperature range (the hea...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com