

Method for setting concentration of emulsion in rolling of five-rack cold continuous rolling unit extremely thin band
A five-stand cold tandem rolling and emulsion technology, applied in the field of metallurgical cold rolling, can solve the problems of low rolling speed, poor strip surface quality, and inability to increase the rolling speed of the unit.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
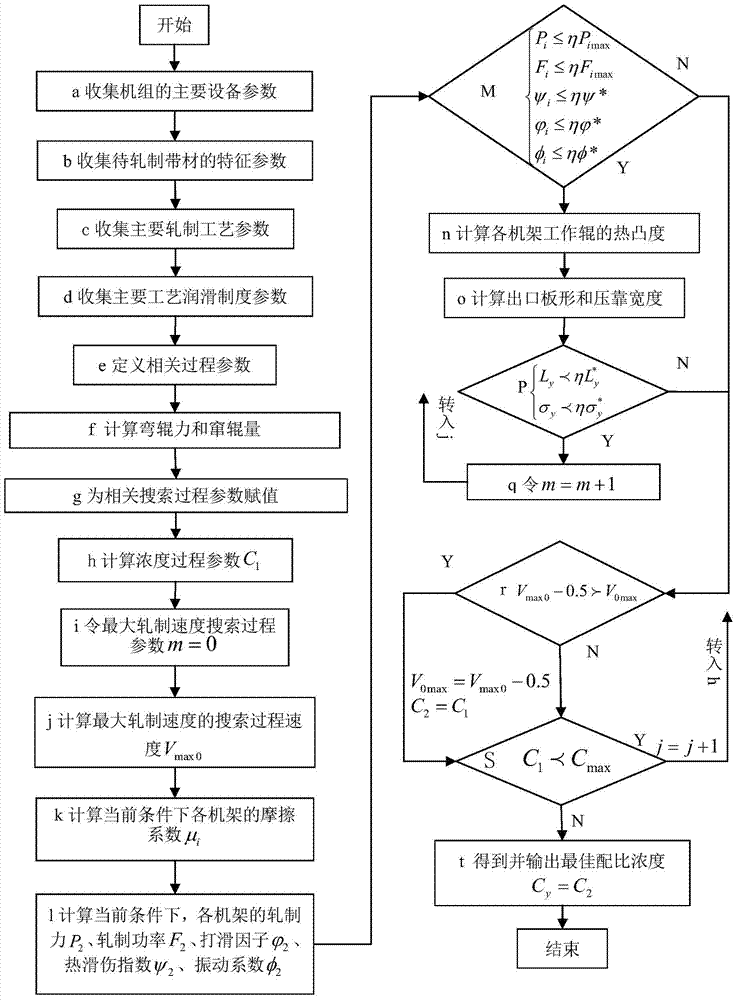
[0038] exist figure 1 In the overall calculation flow chart of the method for setting the emulsion concentration in the ultra-thin strip rolling of the five-stand cold tandem mill as shown, first, in step 1, collect the main equipment and parameters of the five-stand cold tandem mill Process parameters, 1-5 stand rolling mill allowable maximum rolling pressure setting value P imax =(1800t, 1800t, 1800t, 1800t, 1800t) i=1, 2,...5, 1-5 stand rolling mill allowable maximum rolling power setting value F imax =(2680kw, 4000kw, 4000kw, 4000kw, 4000kw), 1-5# frame middle roller allowable maximum displacement δ imax =80mm, 1-5# frame work roll maximum positive roll bending force Maximum negative bending force of working rolls in 1-5# frame The maximum positive bending force of the middle roll of 1-5# frame The maximum negative bending force of the middle roll of 1-5# frame The maximum pressing length allowed by the end frame The maximum plate shape value allowed at the outl...
Embodiment 2
[0062] First, in step 1, collect the main equipment and process parameters of the five-stand cold tandem rolling mill, the allowable maximum rolling pressure setting value P of the 1-5 stand rolling mill imax =(1800t, 1800t, 1800t, 1800t, 1800t) i=1, 2,...5, 1-5 stand rolling mill allowable maximum rolling power setting value F imax =(2680kw, 4000kw, 4000kw, 4000kw, 4000kw), 1-5# frame middle roller allowable maximum displacement δ imax =80mm, 1-5# frame work roll maximum positive roll bending force Maximum negative bending force of working rolls in 1-5# frame The maximum positive bending force of the middle roll of 1-5# frame The maximum negative bending force of the middle roll of 1-5# frame The maximum pressing length allowed by the end frame The maximum plate shape value allowed at the outlet of the last frame 1-5# work roll diameter D iw ={476.84,480.86,463.06,399.33,406.86}mm, 4-5# frame middle roller diameter D im ={533.26,529.82,513.45,510.46,508.92}mm, 1-...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More