

Deformation correcting method of circumferential weld of thin-wall titanium alloy welding casing
A technology of annular welds and welding casings, applied in the field of product weld correction, which can solve problems such as difficulty in heat correction, bulging deformation at the butt joint, affecting the appearance of parts and product delivery, etc., to meet the repair and rescue of faulty parts, increase Material plasticity, effect of reducing material strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
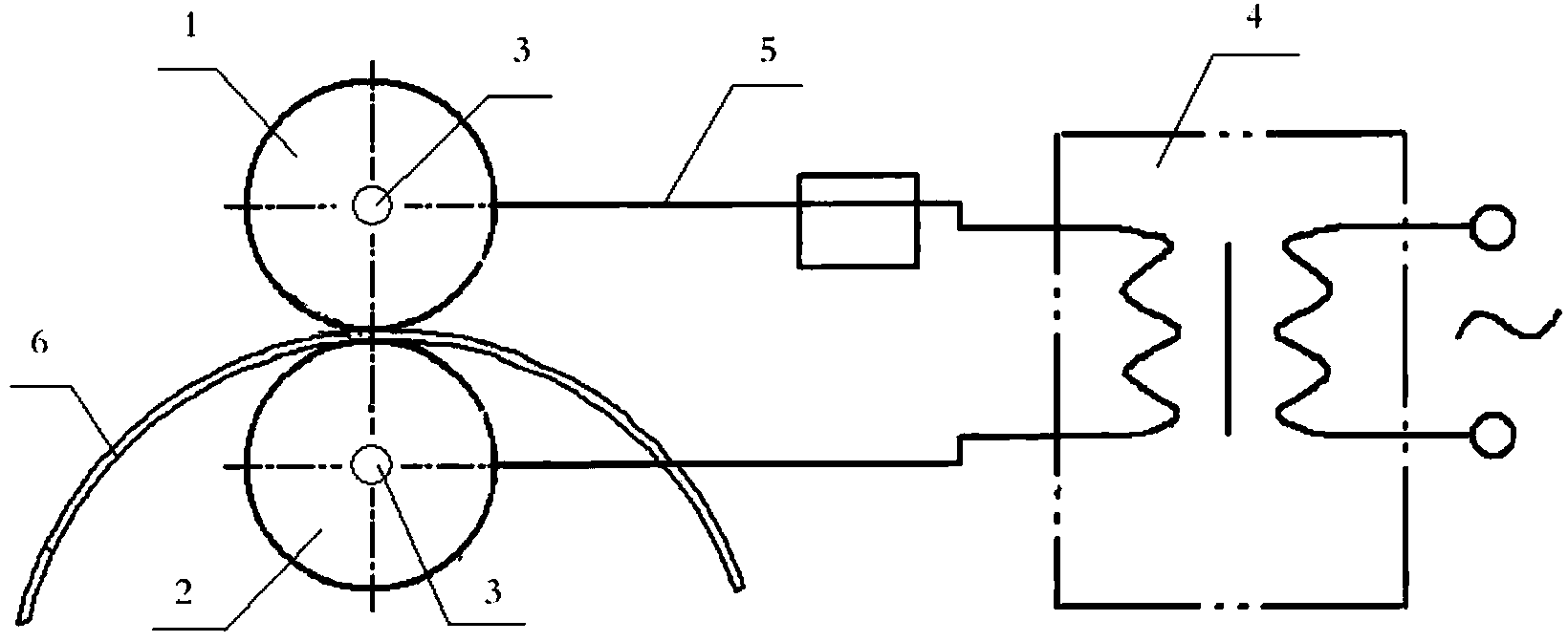
[0013] A rectification method for the deformed part of the annular weld of a thin-walled titanium alloy welding casing, using a device such as figure 1 As shown, the hot rolling correction device comprising an upper rolling plate 1, a lower rolling plate 2, an afterburning rod 3, a power supply 4 and a circuit 5 is carried out, including the following steps:
[0014] (1) Place the deformed part of the thin-walled titanium alloy welded casing ring weld between the upper rolling plate 1 and the lower rolling plate 2, and the booster rod 3 is directed toward the upper rolling plate 1 and the lower rolling plate 2 put pressure on;
[0015] (2) When the upper rolling plate 1, the lower rolling plate 2 and the deformed part are in full contact, the power supply 4 energizes the upper rolling plate 1 and the lower rolling plate 2 through the circuit 5, and the current passes through the The upper rolling plate 1, the deformed part and the lower rolling plate 2 form resistance heat to...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More