Steel moulding sand and manufacturing technology thereof
A manufacturing process and molding sand technology, applied in the field of molding sand manufacturing technology, can solve the problem of low thermal conductivity of coated sand
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0015] A steel molding sand is composed of steel balls and phenolic resin coated on the surface of the steel balls, a curing agent and a lubricant.
[0016] The manufacturing process of this steel molding sand, the operation steps are as follows:
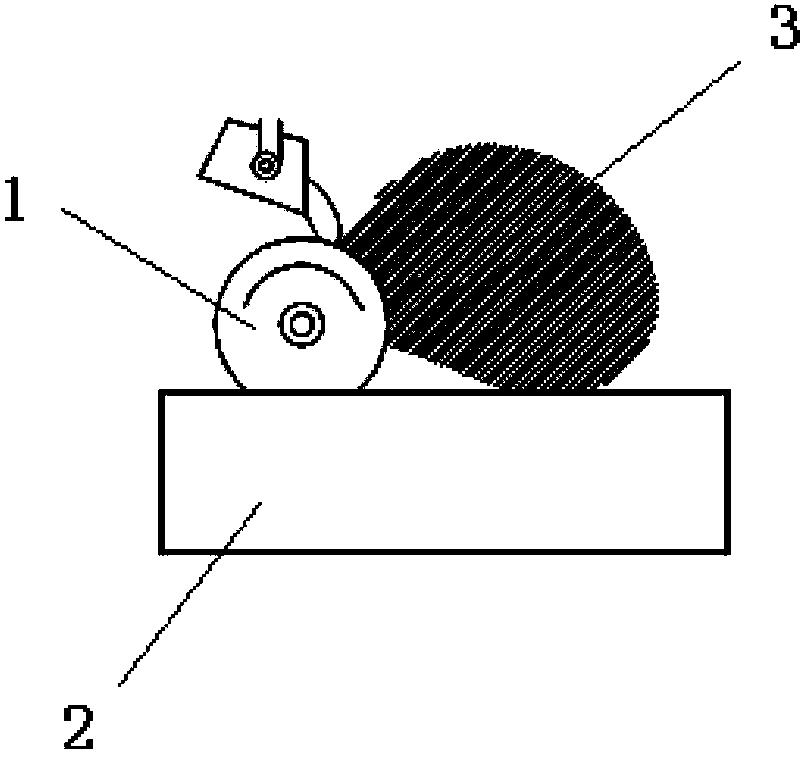
[0017] ①The molten steel is slowly and evenly poured on the drum 1 through the ladle; there is a pool 2 under the drum 1, and the lower edge of the drum 1 invades the water in the pool 2; the molten steel falls on the surface of the drum with water, and it expands immediately. Exploding, forming countless tiny steel balls 3, falling into the pool;
[0018] ② Take out the steel balls and dry them, screen out the steel balls with diameters of 0.20mm, 0.35mm, 0.42mm, 0.60mm, and 0.85mm, and pack them separately according to different specifications for use;
[0019] ③Put 100kg of steel balls of the same specification into the heater to heat, and when the steel balls are heated to 95-105°C, put them into the sand mixer, start the coate...
Embodiment 2
[0022] Other as described in embodiment 1, only the add-on of phenolic resin is preferably 3.5kg, and described urotropine add-on is 0.7kg, and described calcium stearate add-on is 0.7kg.
Embodiment 3
[0024] Others are as described in Example 1, only the add-on of phenolic resin is 1.5kg, the described urotropine add-on is 0.1kg, and the described calcium stearate add-on is 0.1kg.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Softening point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com