

Semi-automatic argon-arc welding method for bimetal composite pipes
A bimetallic composite pipe, argon arc welding technology, applied in welding equipment, metal processing, arc welding equipment and other directions, can solve the problems of welding stress concentration in the sealing welding part, high labor intensity of workers, large welding heat input, etc. Prevent welding stress concentration, reduce labor intensity of workers, and reduce the effect of welding joints
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
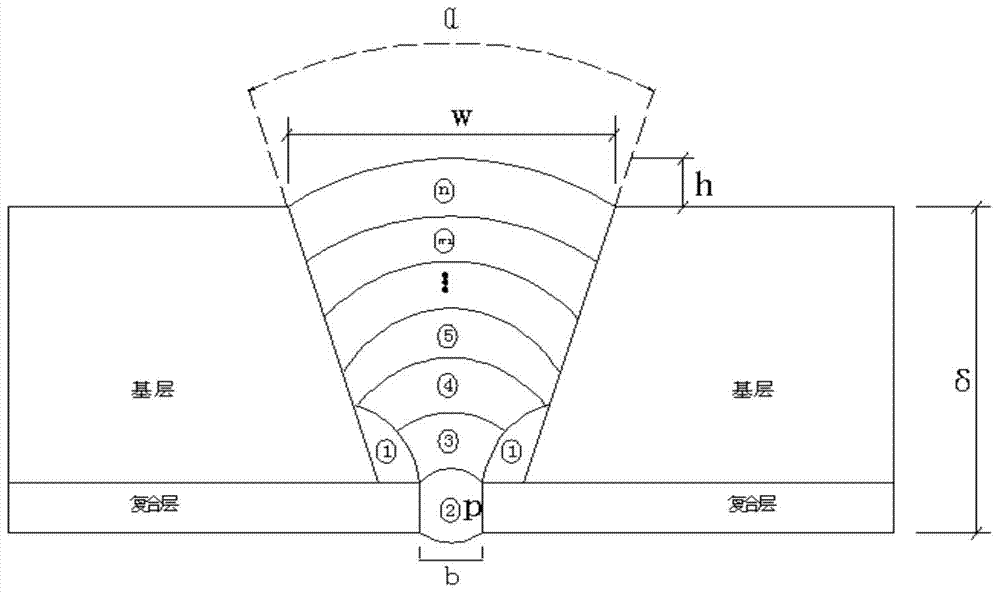
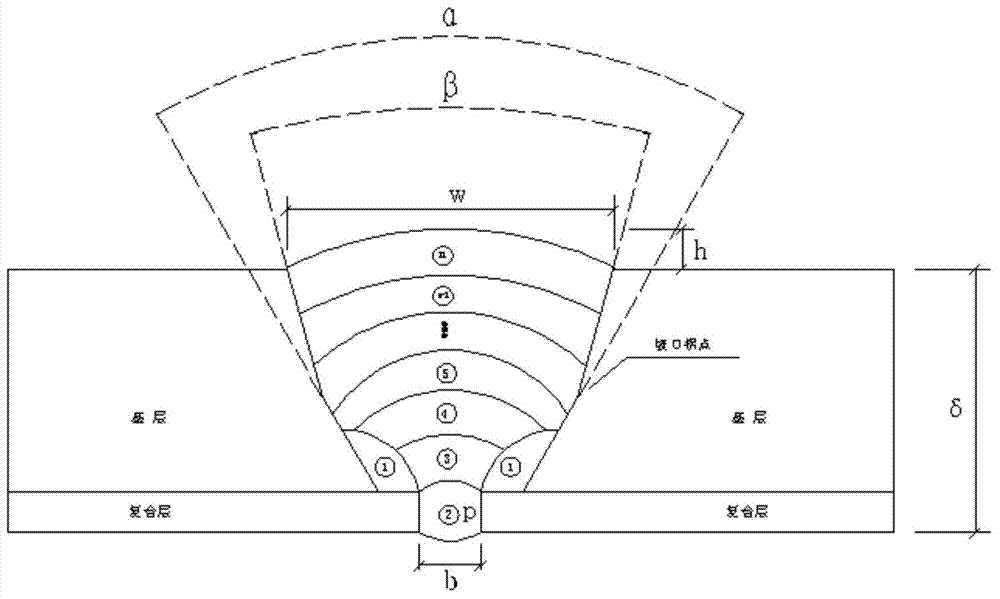
[0041] The first step: groove processing. see figure 1 , the material of the steel pipe is SFG-L415QB-BS316L steel, the diameter of the pipe is ¢355.6×(11+2) mm, the wall thickness δ of the steel pipe to be welded is 11+2 mm, the groove type is V-shaped groove, and the slope is mechanically processed. The end surface of the mouth is processed flat, uniform and smooth. Relevant parameters of the groove after processing: the groove angle α is 55°-65°, the weld gap b between the composite layers of the steel pipe is 2.5-3.5mm, and the blunt edge p of the composite layer is 0.8-1.5mm.
[0042] The second step: nozzle cleaning. Remove the rust, slag, grease, paint and other harmful substances that affect the welding quality on the surface of the welded pipe nozzle, and use mechanical methods to polish the inner and outer surfaces of the nozzle within 50mm on both sides of the groove to a metallic luster.
[0043] The third step: nozzle pairing. Use inner counterparts to align t...
Embodiment 2
[0057] The first step: groove processing. see figure 1 , the material of the steel pipe is SFG-L415QB-BS316L steel, the pipe diameter is ¢508×(16+2) mm, the wall thickness δ of the steel pipe to be welded is 16+2 mm, the groove type is V-shaped groove, and the slope is machined by mechanical processing. The end surface of the mouth is processed flat, uniform and smooth. Relevant parameters of the processed groove: the groove angle α is 55°-60°, the weld gap b between the steel pipe composite layers is 2.5-3.5mm, and the blunt edge p of the composite layer is 0.8-1.5mm.
[0058] The second step: nozzle cleaning. Remove the rust, slag, grease, paint and other harmful substances that affect the welding quality on the surface of the welded pipe nozzle, and use mechanical methods to polish the inner and outer surfaces of the nozzle within 50mm on both sides of the groove to a metallic luster.
[0059] The third step: nozzle pairing. Use inner counterparts to align the pipe nozz...
Embodiment 3
[0073] The first step: groove processing. see figure 1 , the material of the steel pipe is SFG-L415QB-BS316L steel, the pipe diameter is ¢323.9×(10+2) mm, the wall thickness δ of the steel pipe to be welded is 10+2 mm, the groove type is V-shaped groove, and the slope is mechanically processed. The end surface of the mouth is processed flat, uniform and smooth. Relevant parameters of the processed groove: the groove angle α is 60°, the weld gap b between the composite layers of the steel pipe is 3.0-3.5mm, and the blunt edge p of the composite layer is 0.8-1.5mm.
[0074] The second step: nozzle cleaning. Remove the rust, slag, grease, paint and other harmful substances that affect the welding quality on the surface of the welded pipe nozzle, and use mechanical methods to polish the inner and outer surfaces of the nozzle within 50mm on both sides of the groove to a metallic luster.
[0075] The third step: nozzle pairing. Use inner counterparts to align the pipe nozzles. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Groove angle | aaaaa | aaaaa |
| Groove angle | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More