

Preparation method of metal ceramic composite filtering element
A metal-ceramic composite and filter element technology, which is applied in the direction of filtration and separation, separation methods, chemical instruments and methods, etc., can solve the problems of low compressive strength, poor corrosion resistance, poor filtration accuracy, etc., and achieve fracture resistance, breathability and corrosion resistance Good performance and high precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0025] That is, the preparation of the metal-ceramic composite filter element is completed.
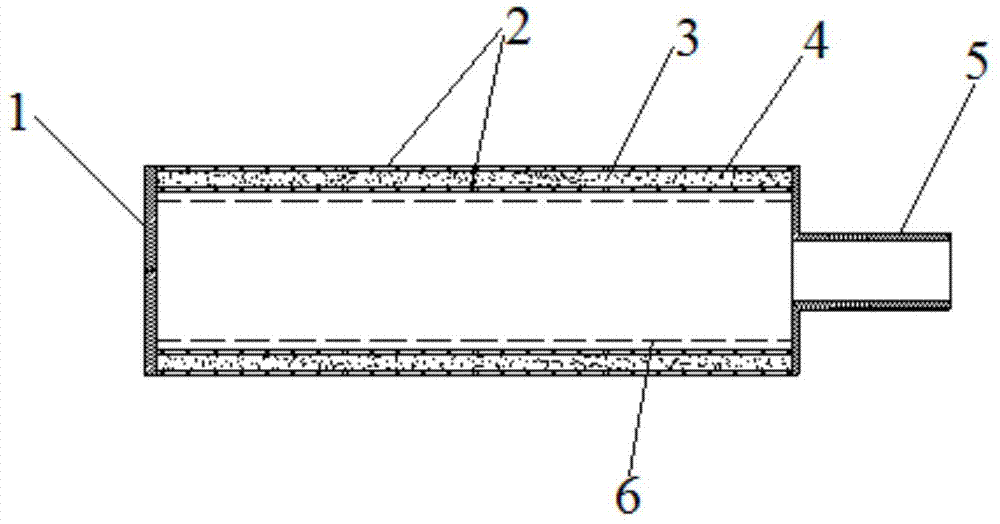
[0026] In step a, a spiral perforated tube 6 is installed on the side of the inner composite wire mesh 2 away from the annular space 3 . In step b, the vibration frequency is 1000Hz-1500Hz, and the amplitude is 1mm-1.5mm. Argon arc welding is used when welding the composite wire mesh 2 in step a, the welding current is 20A-70A, and the welding speed is 0.5m / min-1.5m / min. When welding the nozzle 5 in step c, argon arc welding is adopted, the welding current is 20A-70A, and the welding speed is 0.5m / min-1.5m / min. The precision of the composite wire mesh 2 is 25 μm to 400 μm. Two composite wire meshes 2 are separated by 3-10mm. The particle size of the ceramic powder 4 is 25 mesh to 400 mesh.
Embodiment 1
[0028] Two concentric annular 316L stainless steel composite screens are welded on the dense metal disc respectively. The filtration accuracy of the 316L composite screen is 250 μm, and the distance between the two composite screens is 8mm. Then fill the ring space formed by the dense metal disc and two 316L stainless steel composite wire mesh with 50 mesh Al 2 o 3 Ceramic powder, then on the high-efficiency vibration platform, the frequency is 1200Hz, the amplitude is 1.2mm to Al 2 o 3 Vibrate the ceramic powder for 10 minutes, and the tap density is 2.38g / cm 3 . Finally, the nozzle is welded at the open end of the annular gap, wherein the welding current is 70A, and the welding speed is 1.5m / min. After testing, the porosity of the filter element reaches 38%, the average pore size is 150μm, and the air permeability is 10000m 3 / m 2 ·KPa·h, the external compressive strength is 3.0KPa.
Embodiment 2
[0030] Two concentric annular 304 composite screens are welded on the dense metal disc respectively. The filtration accuracy of the composite screen is 25 μm, and the distance between the two composite screens is 3 mm. Then put 400 mesh Al in the ring space formed by the dense metal disc and two 304 composite wire mesh 2 o 3 Ceramic powder, then on the high-efficiency vibration platform, the frequency is 1500Hz, the amplitude is 1.5mm to Al 2 o 3 Vibrate the ceramic powder for 10 minutes, and the tap density is 3.16g / cm 3 . Finally, the nozzle is welded at the open end of the annular gap, wherein the welding current is 50A, and the welding speed is 1m / min. After testing, the porosity of the filter element reaches 30%, the average pore size is 20μm, and the air permeability is 5000m 3 / m 2 ·KPa·h, the external compressive strength is 3.2KPa. Example 3
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| pore size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More