

Steel plate with 890MPa-grade yield strength and low welding crack sensitivity and manufacturing method thereof
A technology with low welding crack and yield strength, which is applied in the field of steel plate with yield strength 890MPa and low welding crack sensitivity and its manufacturing, which can solve the problem of high cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
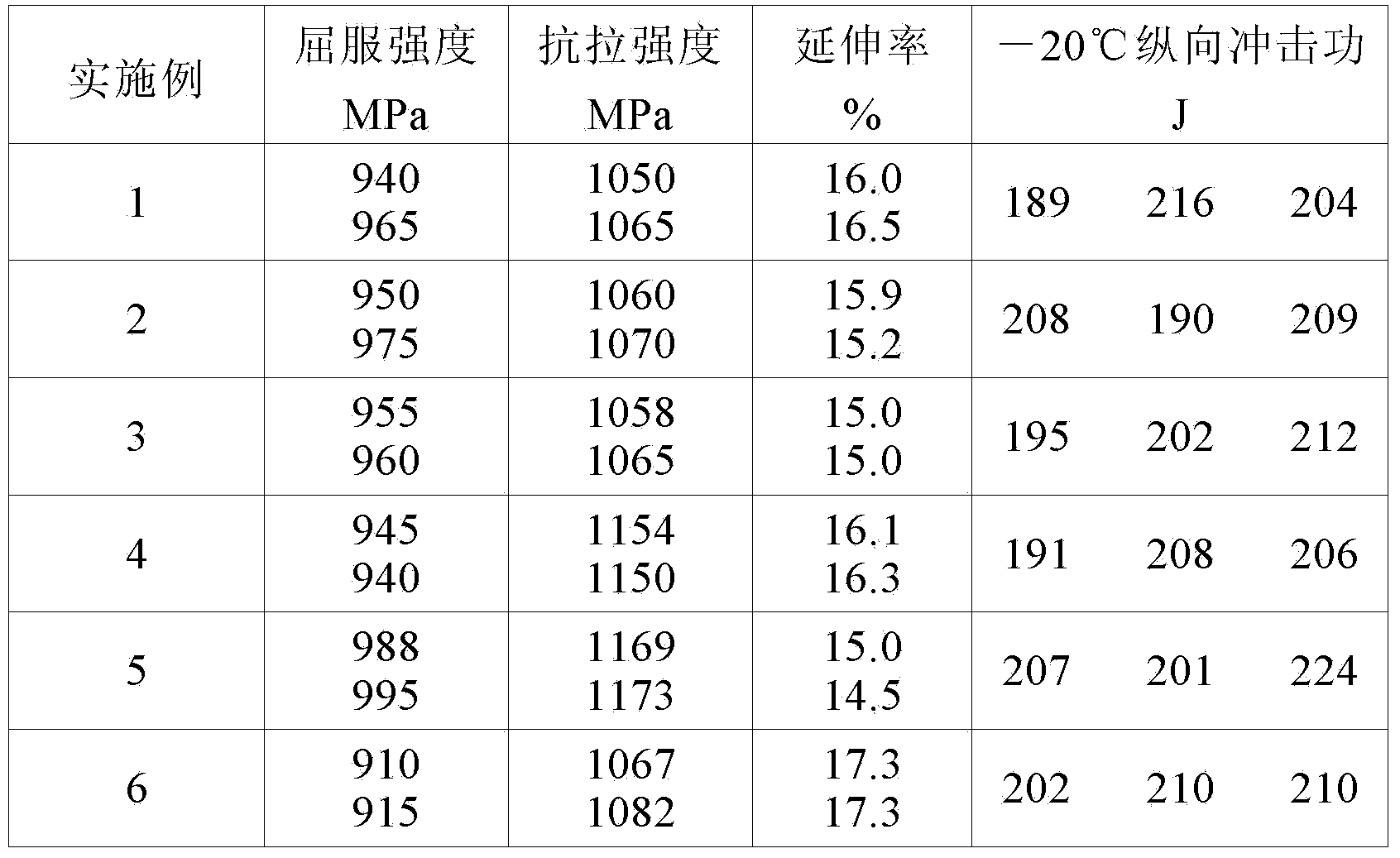
[0059] Smelt in electric furnace or converter according to the chemical composition shown in Table 2, and cast into continuous casting slab or steel ingot, heat the continuous casting slab or steel ingot to 1110°C, keep it warm for 120 minutes, and carry out the first stage rolling on the medium and thick rolling mill, The rolling start temperature is 1050°C. When the thickness of the rolled piece is 60mm, wait for the temperature to reach 850°C on the roller table, and then carry out the second-stage rolling. The deformation rate of the second-stage rolling pass is 15-28%. The final rolling temperature The temperature is 830°C, and the thickness of the finished steel plate is 20mm. After rolling, the steel plate enters the accelerated cooling (ACC) device and is cooled to 300°C at a rate of 30°C / S, and is stacked or cooled in a cooling bed after exiting the water.
Embodiment 2
[0061] The implementation is the same as in Example 1, wherein the heating temperature is 1050° C., and the temperature is kept for 240 minutes; the rolling start temperature of the first stage rolling is 1040° C., and the thickness of the rolled piece is 90 mm; the rolling start temperature of the second stage rolling is 840° C., The pass deformation rate is 15-20%, the final rolling temperature is 810°C, the thickness of the finished steel plate is 30mm; the cooling rate of the steel plate is 25°C / S, and the termination temperature is 350°C.
Embodiment 3
[0063] The implementation is the same as in Example 1, wherein the heating temperature is 1150° C., and the heat preservation is 150 minutes; the rolling start temperature of the first stage rolling is 1080° C., and the thickness of the rolled piece is 120 mm; the rolling start temperature of the second stage rolling is 830° C., The pass deformation rate is 10-15%, the final rolling temperature is 820°C, the thickness of the finished steel plate is 40mm; the cooling rate of the steel plate is 20°C / S, and the termination temperature is 330°C.
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More