

Manufacturing method for medium-carbon cold forging steel rods and wires
A manufacturing method, the technology of medium carbon cold heading, applied in the direction of temperature control, metal rolling, etc., can solve the problems of shortening the spheroidizing annealing time, shortening the holding time, and affecting the use of users, so as to improve the heat treatment efficiency, improve the heat treatment efficiency, The effect of shortening the heat treatment time
Active Publication Date: 2014-08-06
BAOSHAN IRON & STEEL CO LTD
View PDF5 Cites 14 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0004] Chinese patent CN1256320A discloses a high-speed and large-deformation cold heading steel with a carbon content of 0.15~0.65%. C1 660-720 ℃ uniform temperature for 3 hours, then cooled to room temperature, compared with the traditional cold heading steel spheroidizing annealing process that requires more than 10 hours of heat preservation, the holding time is greatly shortened, but this process is mainly suitable for high-speed The wire rod rolled by the high-speed wire rod rolling mill with large deformation is not suitable for the bar rolled by the slow rolling mill; only simple annealing heat treatment is provided, and there is no substantive solution to the rolling process in front of the wire rod
Subsequent spheroidizing annealing time can not be better shortened
In addition, due to the slow cooling after rolling, the production efficiency of the production line is affected
[0006] Chinese patent CN102321851A discloses a 10.9-grade boron-containing non-spheroidizing annealing cold heading steel wire rod and its manufacturing method. The starting temperature of wire rolling is 880-950°C, and the spinning temperature is 850-900°C. When cooling, large-coil wire stack cooling or Stelmo wire-controlled cooling is used, and the corresponding cooling rates are 0.2-1°C / s and 0.4-3°C / s, the spheroidizing annealing process can be omitted, and cold heading can be done directly after drawing, but the temperature of rolling and spinning is too high, and the surface oxide is thick, which affects the subsequent use of users, and more alloying elements are added, costing high
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment
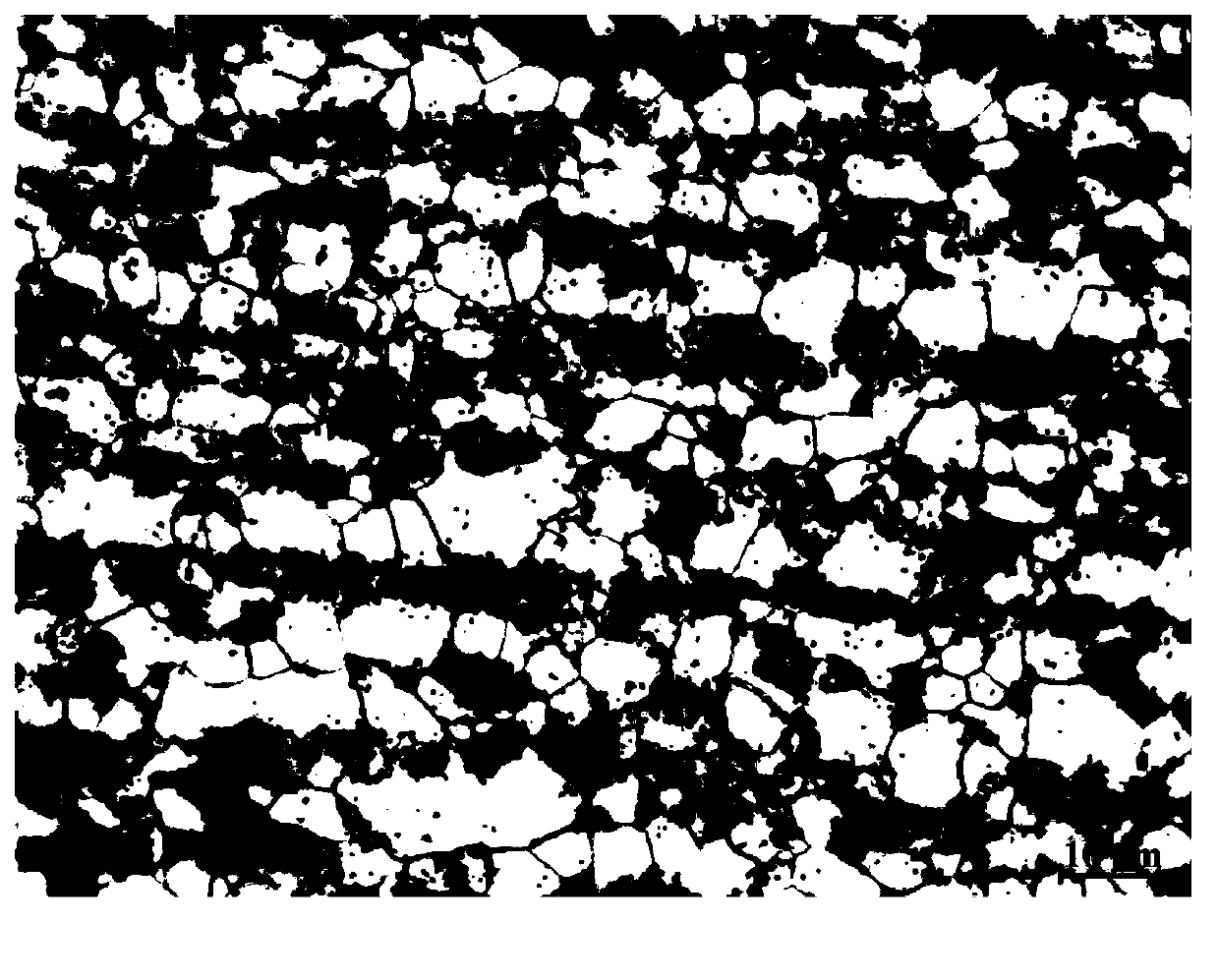
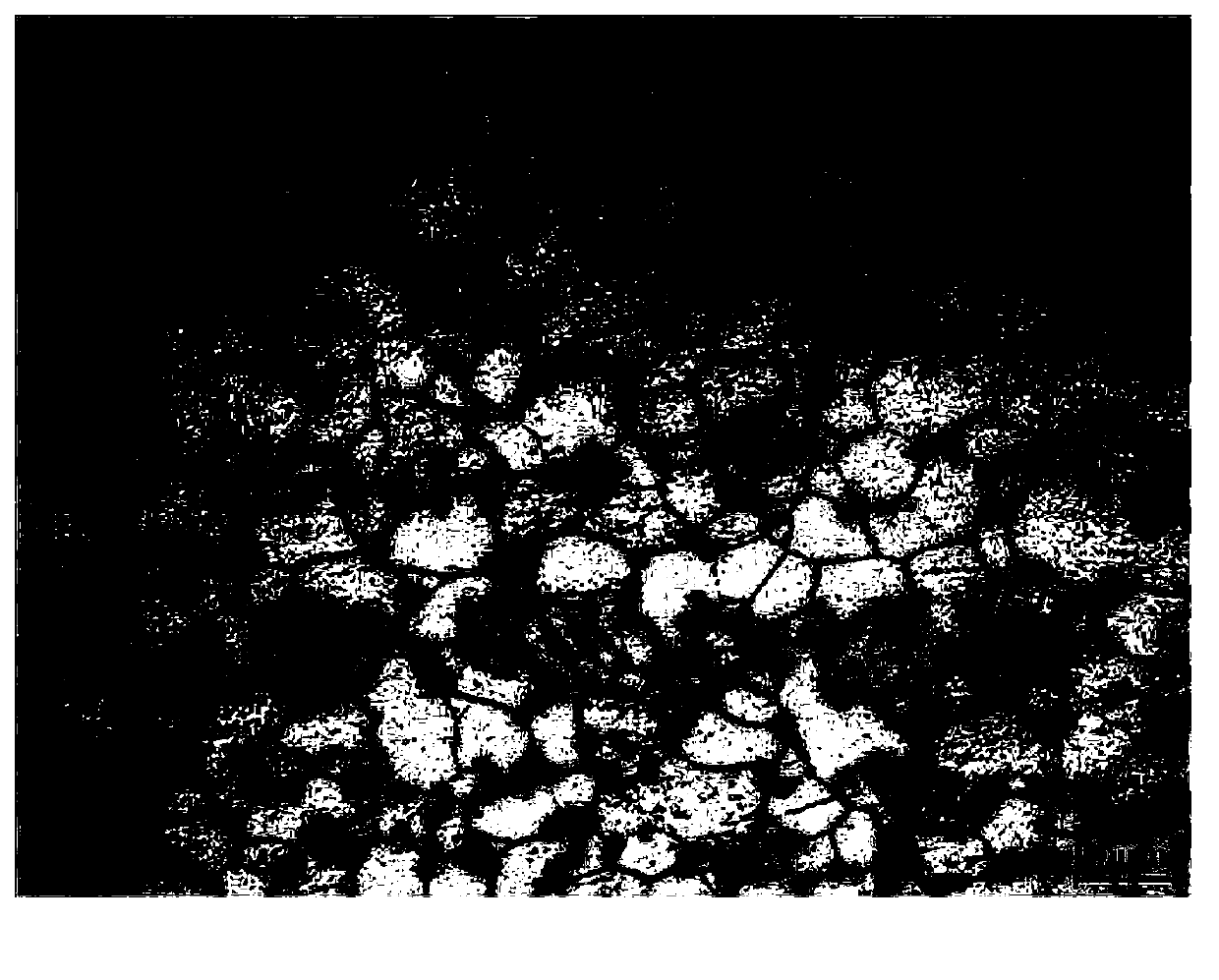
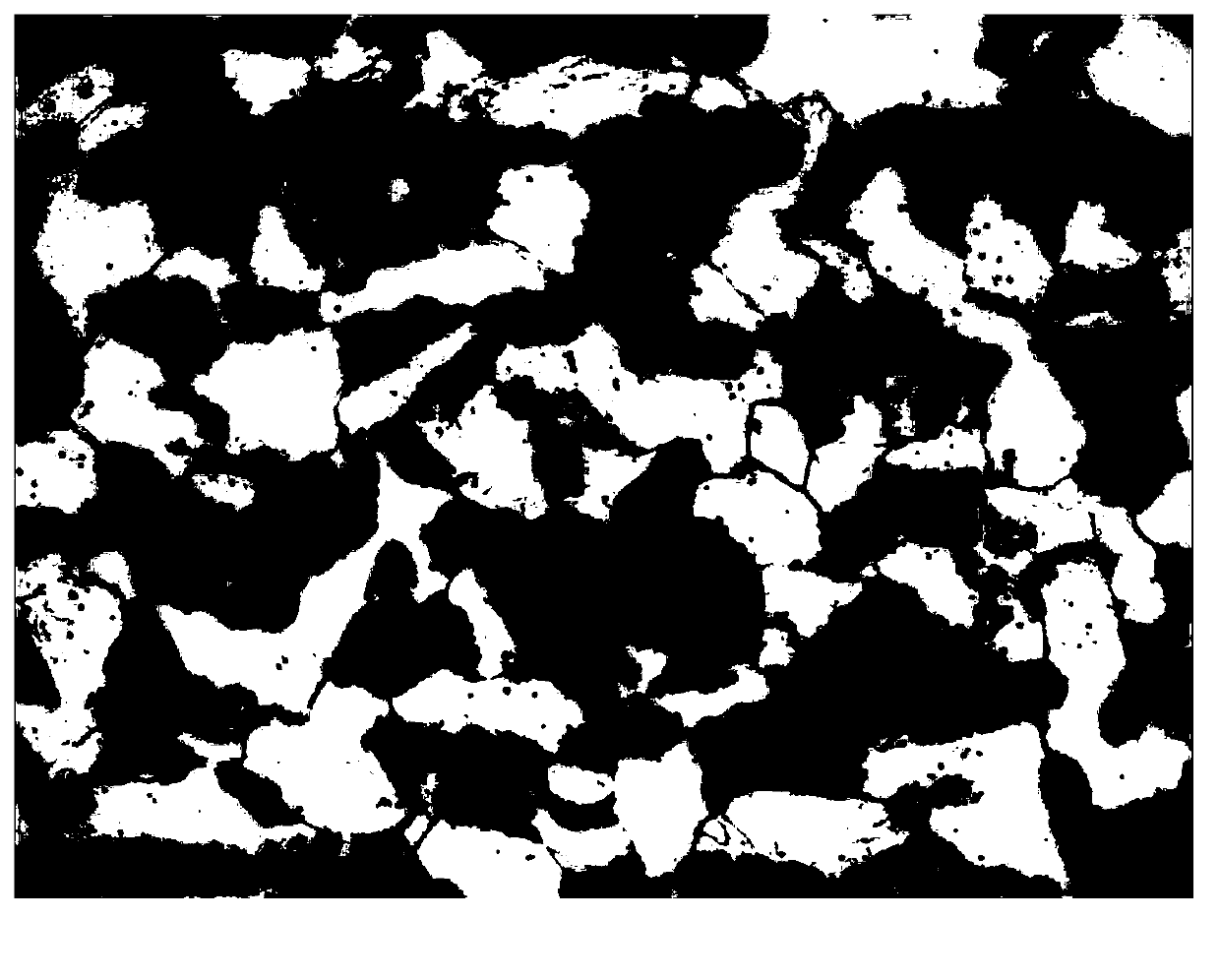
[0053] The billet of medium carbon cold heading steel (SWRCH35K steel grade) is heated at a temperature of 950-1050°C for 1-2 hours, and then rolled into rods and wires in multiple passes on a rod and wire rolling mill. The rolled rods and wires are rapidly cooled by air cooling and air cooled to room temperature. After rapid induction heating pretreatment and spheroidizing annealing heat treatment, the medium carbon cold heading steel of each embodiment is obtained. The specific process parameters of rolling, post-rolling air cooling, rapid induction heating pretreatment and spheroidizing annealing heat treatment are shown in Table 3.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
Login to View More
Abstract
The invention relates to a manufacturing method for medium-carbon cold forging steel rods and wires. The method comprises the following steps: low temperature rolling with a finish rolling temperature of 700 to 750 DEG C; rapid air cooling after rolling through cooling to 450 to 550 DEG C at a speed of no less than 0.5 DEG C / s; rapid induction heating pretreatment through heating to 730 to 750 DEG C at a speed of 5 to 15 DEG C / s and heat preservation for 2 to 3 min; and spheroidizing annealing heat treatment through heating to 760 to 780 DEG C with a furnace, heat preservation for 60 to 80 min, cooling to 680 to 710 DEG C, heat preservation for 80 to 120 min and air cooling out of the furnace. With the method provided by the invention, spheroidizing annealing heat treatment time for medium-carbon cold forging steel balls is substantially shortened by more than 50%, and heat treatment efficiency is greatly improved; obtained medium-carbon cold forging steel has at least a same balling rate and same hardness and cold forging performance compared with current medium-carbon cold forging steel annealed for a long time, and high requirements on cold forging steel in the fastener industry are satisfied.
Description
technical field [0001] The invention relates to a method for manufacturing cold heading steel rods and wires, in particular to a method for manufacturing medium carbon cold heading steel rods and wires. Background technique [0002] The steel types of cold heading steel wire rod are generally low and medium carbon high-quality carbon structural steel and alloy structural steel. Cold heading steel products are mainly used in industries such as automobiles, shipbuilding, equipment manufacturing, electronics, home appliances, bicycles, tools, light steel structures, and construction. The cold heading steel can be a bar and wire rod obtained by rolling on a rod and wire rod rolling mill and air cooling through die casting-blooming or continuous casting bloom-blooming or continuous casting billet. SWRCH35K is a kind of medium-carbon cold heading steel widely used in domestic and foreign fastener products. It is used to make high-strength (above 8.8 grade) fasteners. Before cold ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): C21D8/06B21B1/16B21B37/74
Inventor张爱文焦四海张弛
OwnerBAOSHAN IRON & STEEL CO LTD