

Method and device for casting brake disc body and manufactured brake disc body
A brake disc and disc body technology, applied in the direction of brake discs, manufacturing tools, casting and molding equipment, etc., to reduce production costs, improve work efficiency, and ensure isotropic performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
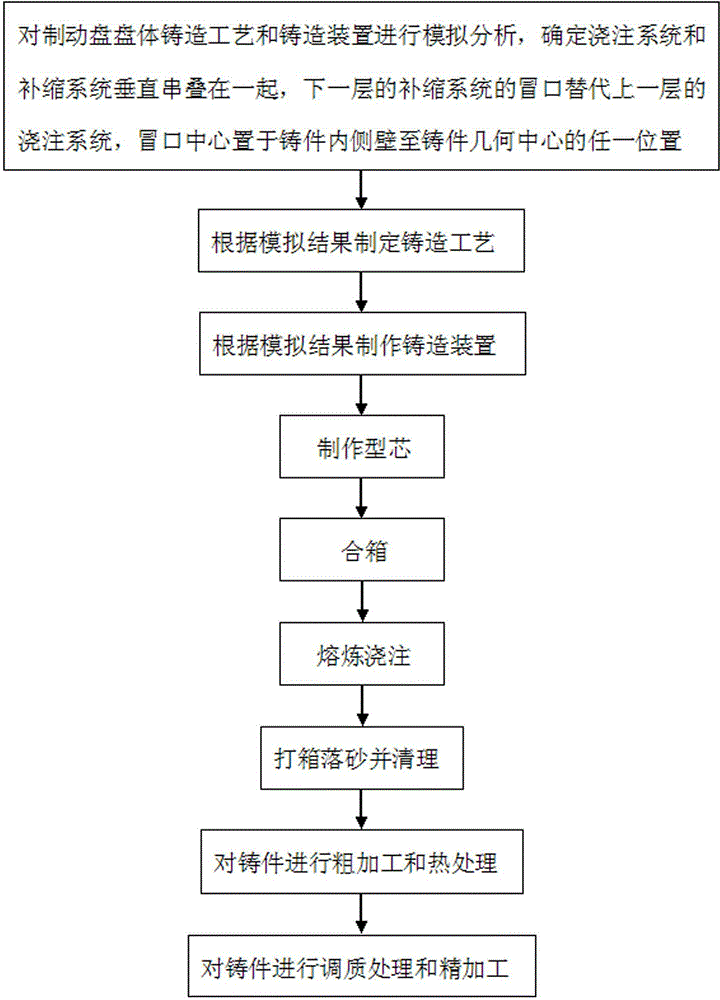
[0074] Taking the high-speed train cast steel brake disc body (with an outer diameter of 610 mm and an inner diameter of 240 mm) as an example, it is suitable for mass production and high-efficiency casting process under the condition of ladle pouring Process such as figure 1 As shown, it includes the following steps in sequence:
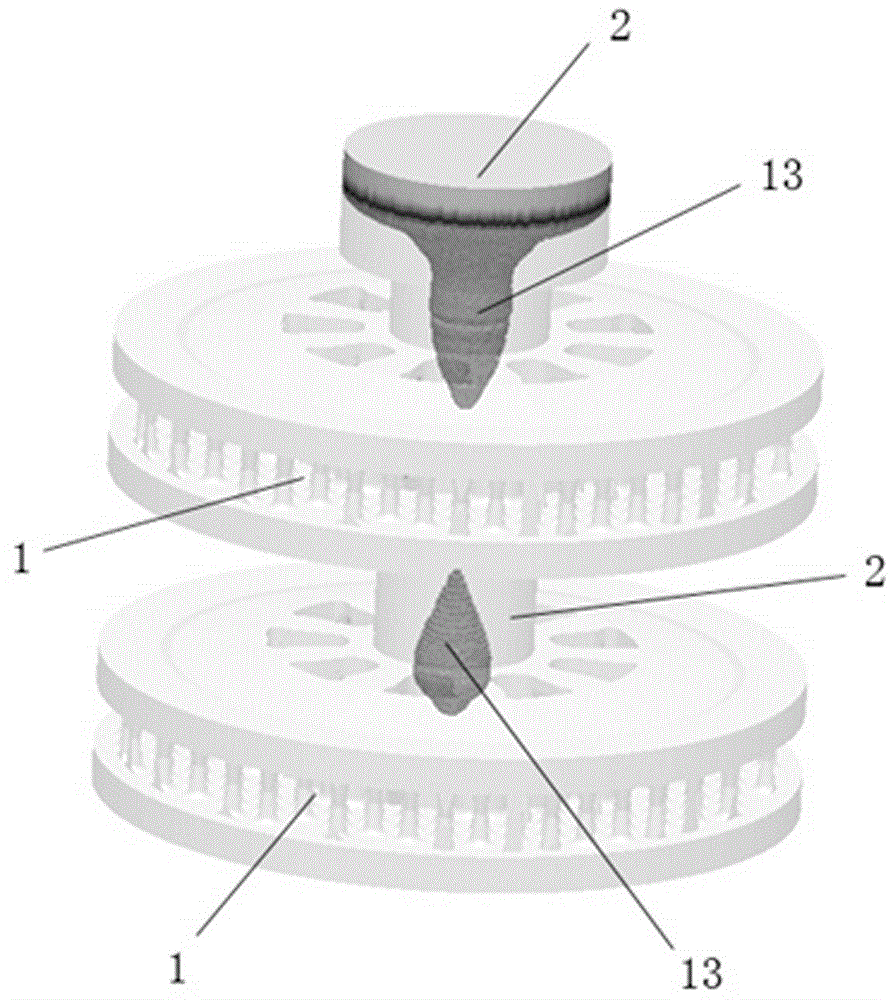
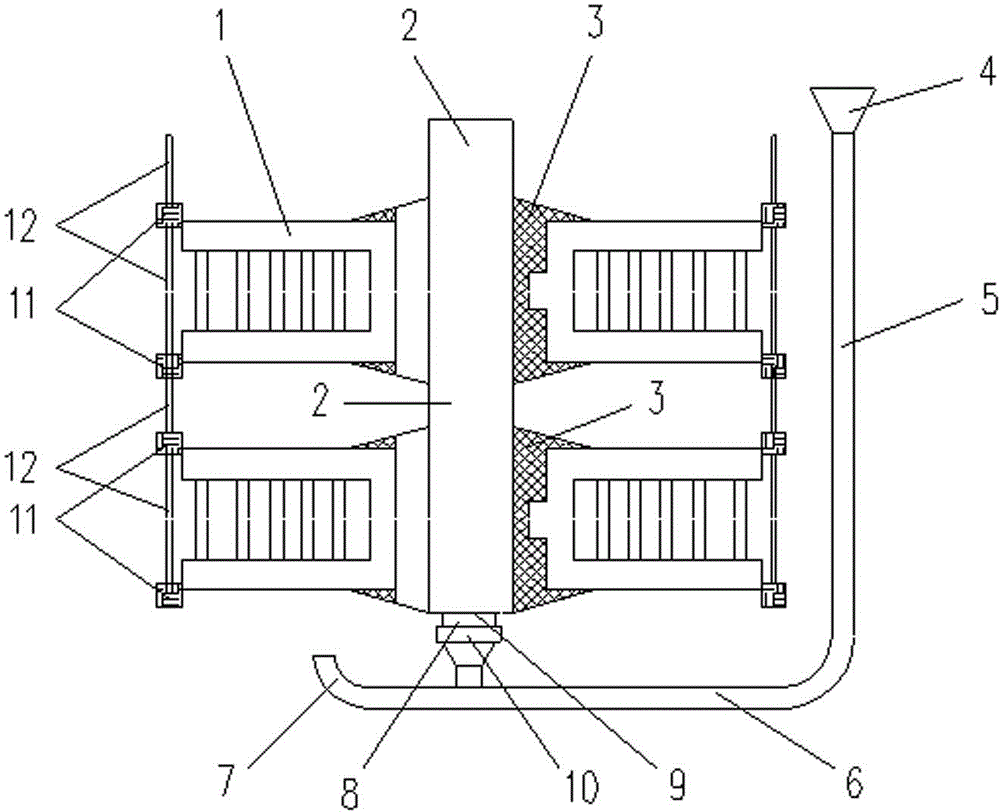
[0075] (1) Use computer simulation software to simulate and analyze the casting process and casting device of the brake disc body, determine the positions of the gating system and the feeding system, the gating system and the feeding system are vertically stacked together, and the feeding system of the next layer The riser 2 of the shrinkage system replaces the gating system of the upper layer, and the center of the riser 2 is placed at the geometric center of the casting 1;
[0076] (2) According to the simulation analysis results of step (1), formulate the casting process of the brake disc body, adopt the method of introducing molten metal at the...
Embodiment 2
[0095] Taking the high-speed train cast steel brake disc body (with an outer diameter of 610 mm and an inner diameter of 240 mm) as an example, it is suitable for mass production and high-efficiency casting process under the condition of ladle pouring Process such as figure 1 As shown, it includes the following steps in sequence:
[0096] (1) Use computer simulation software to simulate and analyze the casting process and casting device of the brake disc body, determine the positions of the gating system and the feeding system, the gating system and the feeding system are vertically stacked together, and the feeding system of the next layer The riser 2 of the shrinkage system replaces the gating system of the upper layer, and the center of the riser 2 is placed at the geometric center of the casting 1;
[0097] (2) According to the simulation analysis results of step (1), formulate the casting process of the brake disc body, adopt the method of introducing molten metal at the...
Embodiment 3
[0116] Taking the high-speed train cast steel brake disc body (with an outer diameter of 600 mm and an inner diameter of 240 mm) as an example, the casting method and casting device are basically the same as those in Embodiment 1.
[0117] There are four series cast systems, each with six layers, that is, twenty-four brake disc bodies stacked vertically in series and poured at the same time. The height of a single casting is 75mm, and the distance between two adjacent layers in each series of cast systems is 0.9 times the height of the casting.
[0118] There is one riser 2 for each string cast system, which is in the shape of a cylinder with a diameter of 155 mm and a height of 900 mm. The bottom of the riser 2 corresponds to an ingate 9, and the center of the riser 2 and the center of the ingate 9 are both placed at a position 15 mm away from the geometric center of the casting 1. The flow velocity of the molten metal in the gate is equal to 30cm / s, and the rising velocity ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More