

Process for preparing novel corrosion-resistant and wear-resistant color steel pipe
A technology of anti-corrosion and wear-resisting and preparation technology, which is applied in the direction of metal material coating process, coating, solid-state diffusion coating, etc., can solve the problems of poor anti-corrosion and wear resistance, low surface finish and hardness, single color, etc., to achieve Good mechanical properties, high hardness, and simple preparation process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
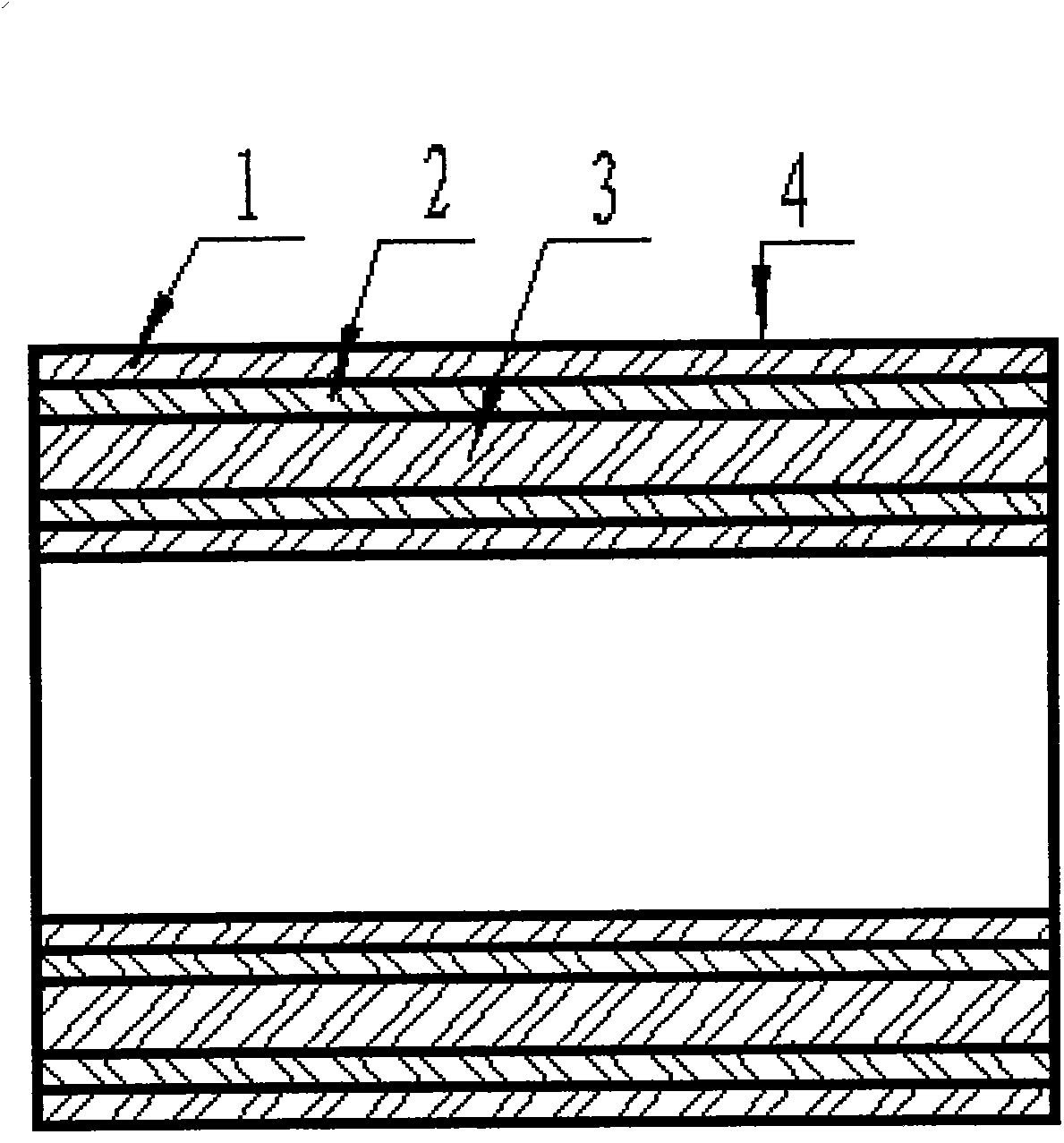
[0028] A new anti-corrosion and wear-resistant color steel pipe preparation process, the method and steps of making the color surface 4 of the steel pipe 3 into a silver-white steel pipe are:
[0029] 1. The inner surface of the steel pipe 3 is degreased, cleaned and dried; the outer surface is shot blasted and polished;
[0030] 2. Steel pipe 3 preheating treatment, preheating in a resistance furnace, the temperature is 350 ° C, and the time is 50 minutes;
[0031] 3. Soaking treatment of the steel pipe 3, the steel pipe 3 is heated evenly and kept warm in the intermediate frequency induction heating liquid ion nitriding furnace (model XIAN-TM-001), and the steel pipe is soaked at a temperature of 450°C for 30 minutes;
[0032] 4. Steel pipe 3 polishing treatment;
[0033] 5. Liquid ion nitriding treatment of steel pipe 3. Steel pipe 3 is heated in an intermediate frequency induction heating liquid ion nitriding furnace (model XIAN-TM-002) at a temperature of 650°C for 50 mi...
Embodiment 2
[0039] A new anti-corrosion and wear-resistant color steel pipe preparation process, the method and steps of making the steel pipe 3 into an antique color steel pipe are:
[0040] 1. The inner surface of the steel pipe 3 is degreased, cleaned and dried; the outer surface is shot blasted and polished.
[0041] 2. Preheating treatment of steel pipe 3: Preheat in a resistance furnace at a temperature of 350°C for 50 minutes.
[0042] 3. Soaking treatment of the steel pipe 3: The steel pipe 3 is uniformly heated and kept warm in a medium-frequency induction heating liquid ion nitriding furnace (model XIAN-TM-001), and the steel pipe 3 is soaked at a temperature of 470°C for 30 minutes.
[0043] Four, steel pipe 3 polishing treatment:
[0044] 5. Steel pipe 3 liquid ion nitriding treatment: the steel pipe is heated in an intermediate frequency induction heating liquid ion nitriding furnace (model XIAN-TM-002) at a temperature of 670°C for 50 minutes to form Fe 3 N, Fe 4 N, Fe 3...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More