

Pipeline multipoint synchronous automatic welding process
A welding process, synchronous and automatic technology, applied in welding equipment, manufacturing tools, metal processing, etc., can solve the problems of weld stress concentration, limited space for improving welding efficiency, and incomplete penetration, so as to eliminate stress concentration and improve welding quality. Efficiency, small volume effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0024] refer to Figures 1 to 8 Embodiments of the present invention are further described:
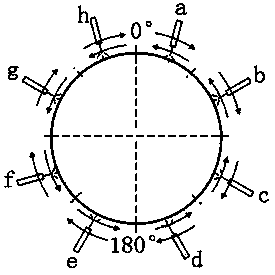
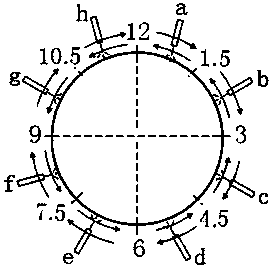
[0025] This welding process adopts eight welding torch pipeline synchronous automatic welding internal welding machine, which has eight welding torches, namely the first welding torch a, the second welding torch b, the third welding torch c, the fourth welding torch d, the fifth welding torch e, and the sixth welding torch f The seventh welding gun g and the eighth welding gun h, the welding length of each welding gun is 1 / 8 of the outer circumference of the pipeline. The 1.5 o'clock, 3 o'clock, 4.5 o'clock, 6 o'clock, 7.5 o'clock, 9 o'clock, 10.5 o'clock and 12 o'clock positions of the pipeline are the overlapping areas of the weld joints, and the sensing range of the angle sensor is the outer arc of the pipeline corresponding to the central angle of 0.5° Long (0.5 / 360×π×D). The first torch a to the fourth torch d are used for segmental independent welding on the 0°-180° side of th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Arc radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More