

Forming process of moderate-thickness plate no-back-gouging butt joint full-penetration class-I component
A molding process and full penetration technology, applied in welding accessories, welding equipment, manufacturing tools, etc., can solve the problems of difficult control of plate deformation, high labor intensity of workers, and low product qualification rate, so as to save turning time and reduce The effect of high labor intensity and high production efficiency of workers
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The implementation of the present invention will be described in detail below in conjunction with the accompanying drawings, but they do not constitute a limitation to the present invention, and are only examples. At the same time, the advantages of the present invention are clearer and easier to understand through the description.
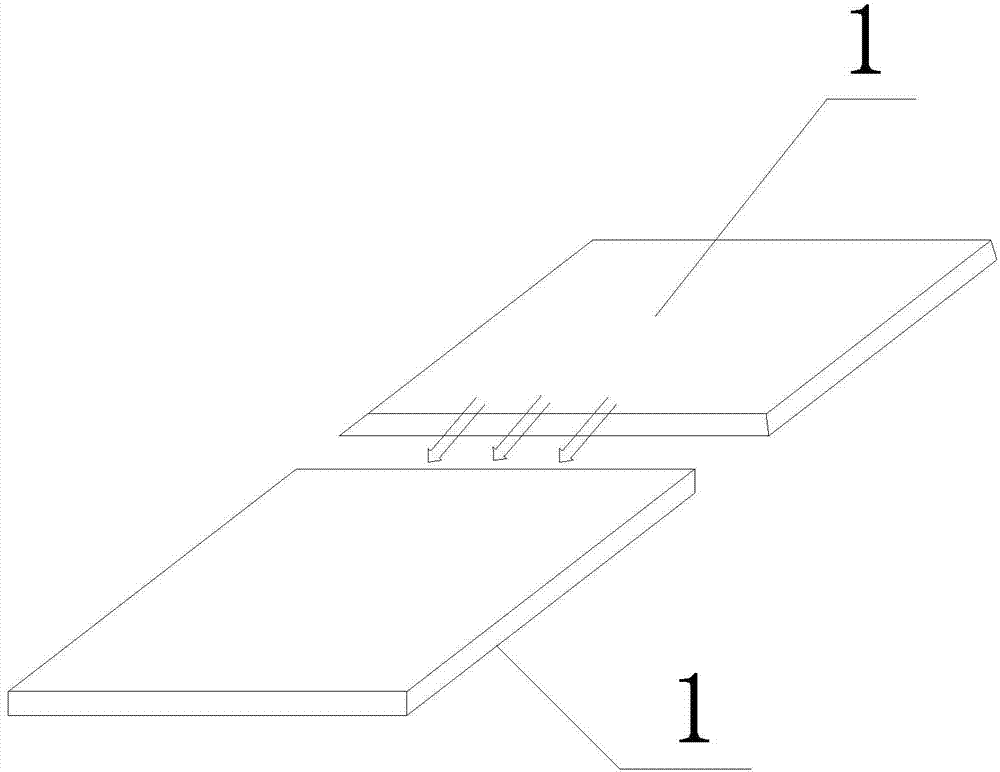
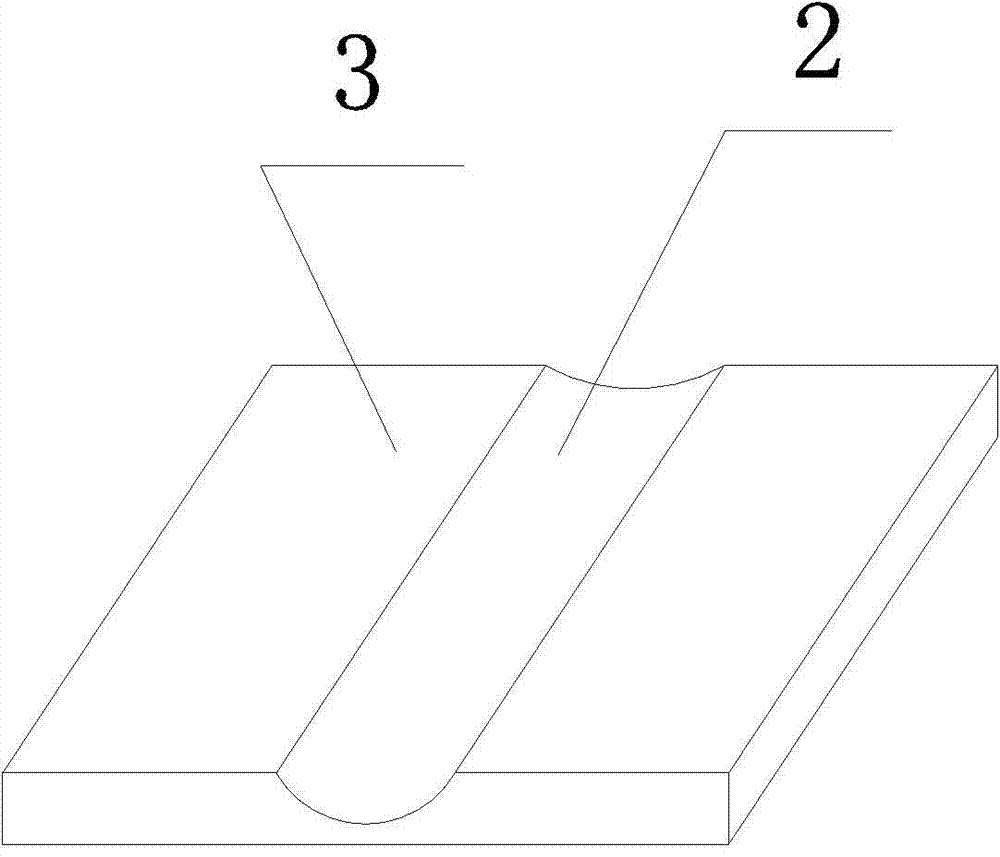
[0028] Referring to the accompanying drawings, it can be seen that the forming process of the full-penetration level I component of the plate with unclear roots is characterized in that it includes the following process steps. Step 1: prepare a number of medium-thick plates 1 for butt welding, and several A ceramic liner 3 for plane welding with a U-shaped notch 2 in the middle; step 2: cutting one end of the medium-thick plate 1 on one side to form a V-shaped process groove 4 at the end of the medium-thick plate; Step 3: Place two medium-thick plates 1 with process grooves 4 at intervals, and make the two process grooves 4 adjacent to each...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More