

Production method of ultra-large-diameter thin-walled pressure-resistant aluminum alloy pipe
A technology with super large diameter and production method, which is applied in the direction of metal processing equipment, non-electric welding equipment, manufacturing tools, etc. It can solve the problems that the welding coefficient is usually only below 0.5 to 0.6, the fusion welding performance is poor, and it is difficult to produce high-quality welds. Achieve the effect of good weld consistency, good weld strength and high pressure resistance in the pipe
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0019] Example 1: 7075 aluminum alloy pipe welding
[0020] (1) Material preparation: the specification (length×width×thickness) is 6000mm×2606mm×30mm hot-rolled sheet;
[0021] (2) Curling (or rolling) the hot-rolled plate on a special large-scale plate rolling machine to make it roll into a circular drum with an effective inner diameter of Φ800mm;
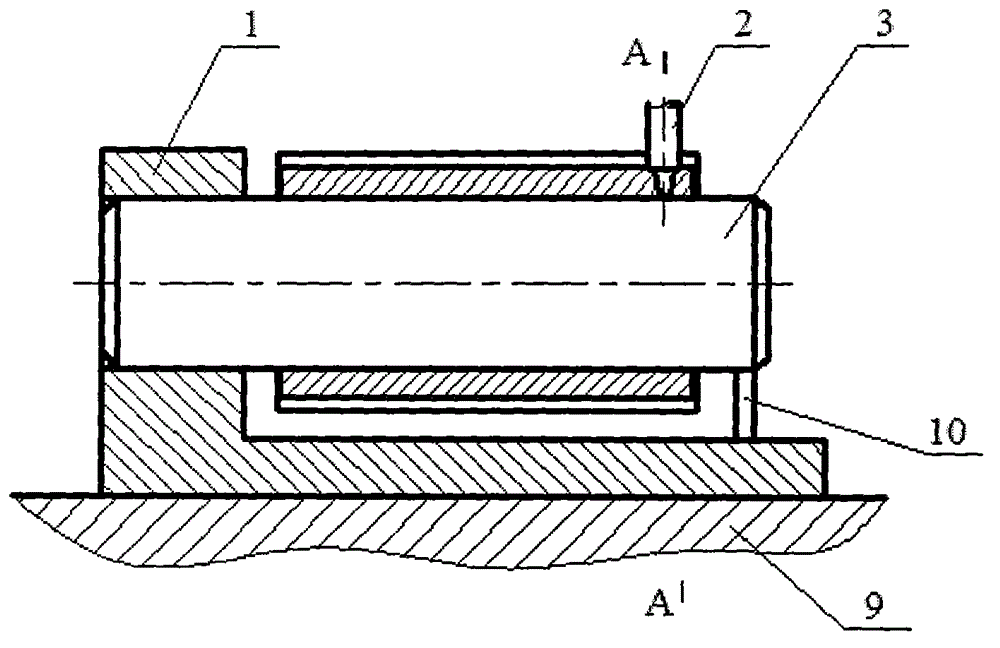
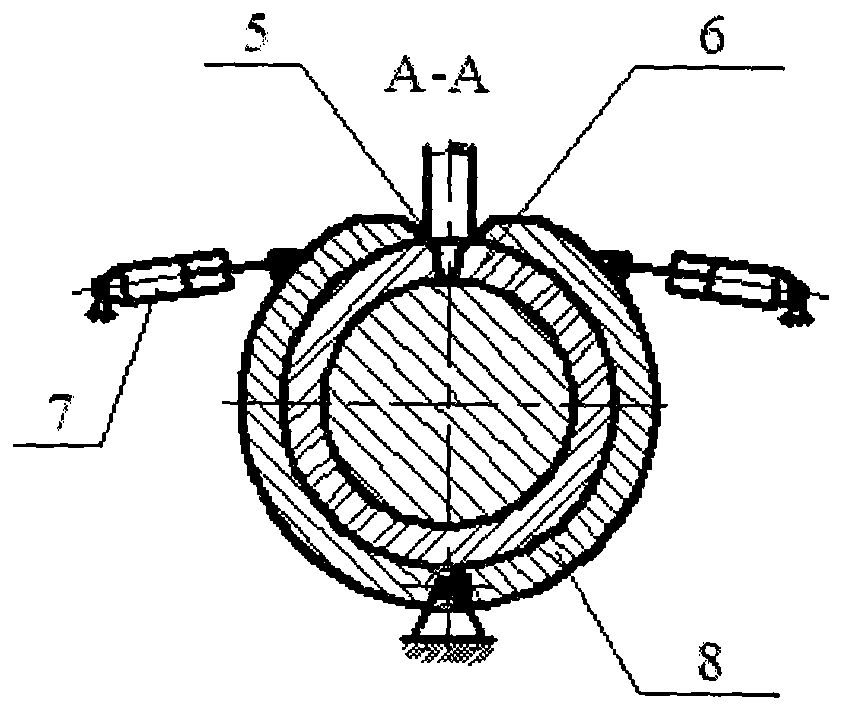
[0022] (3) Put the welding clamp body 1 first (such as figure 1 , figure 2 shown) is installed on the workbench 9 of the friction stir welding machine, and then the rolled aluminum alloy tube 6 is installed on the positioning mandrel 3 of the welding clamp body 1, and the weld seam 5 is at the position of the positioning mandrel 3 at the same time At the position of the upper busbar, the aluminum alloy tube 6 is clamped on the positioning mandrel 3 through a special circular clamp 8 and a hydraulic clamping mechanism 7 .
[0023] (4) Adjust the position of the stirring head 2 so that it welds from one end of the weld 5 to the...
Embodiment 2
[0029] Example 2: 6061 aluminum alloy pipe welding
[0030] (1) Material preparation: the specification (length×width×thickness) is 6000mm×4019mm×50mm hot-rolled sheet.
[0031] (2) Curling (or rolling) the hot-rolled plate on a special large-scale plate rolling machine to make it roll into a circular drum, and the effective inner diameter of the drum is Φ1200mm;
[0032] (3) Put the welding clamp body 1 first (such as figure 1 , figure 2 shown) is installed on the workbench 9 of the friction stir welding machine, and then the rolled aluminum alloy tube 6 is installed on the positioning mandrel 3 of the welding clamp body 1, and the weld seam 5 is at the position of the positioning mandrel 3 at the same time At the position of the upper busbar, the aluminum alloy tube 6 is clamped on the positioning mandrel 3 through a special circular clamp 8 and a hydraulic clamping mechanism 7 .
[0033] (4) Adjust the position of the stirring head 2 so that it welds from one end of the...
Embodiment 3
[0039] Embodiment 3: 2024 aluminum alloy pipe welding
[0040] (1) The material specification (length×width×thickness) is 6000mm×3266mm×40mm hot-rolled sheet metal.
[0041] (2) Curling (or rolling) the hot-rolled plate on a special large-scale plate rolling machine to make it roll into a circular drum, and the effective inner diameter of the drum is Φ1000mm;
[0042] (3) Put the welding clamp body 1 first (such as figure 1 , figure 2 shown) is installed on the workbench 9 of the friction stir welding machine, and then the rolled aluminum alloy tube 6 is installed on the positioning mandrel 3 of the welding clamp body 1, and the weld seam 5 is at the position of the positioning mandrel 3 at the same time At the position of the upper busbar, the aluminum alloy tube 6 is clamped on the positioning mandrel 3 through a special circular clamp 8 and a hydraulic clamping mechanism 7 .
[0043] (4) Adjust the position of the stirring head 2 so that it welds from one end of the wel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More