

Vacuum brazing method, sprue bush and die core
A brazing method and a technology of a vacuum brazing furnace, applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., can solve the problems of complex processing of cooling channels, poor quality of formed parts, and easy water leakage, etc., and achieve Improve quality and production efficiency, good brazing effect, good brazing quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
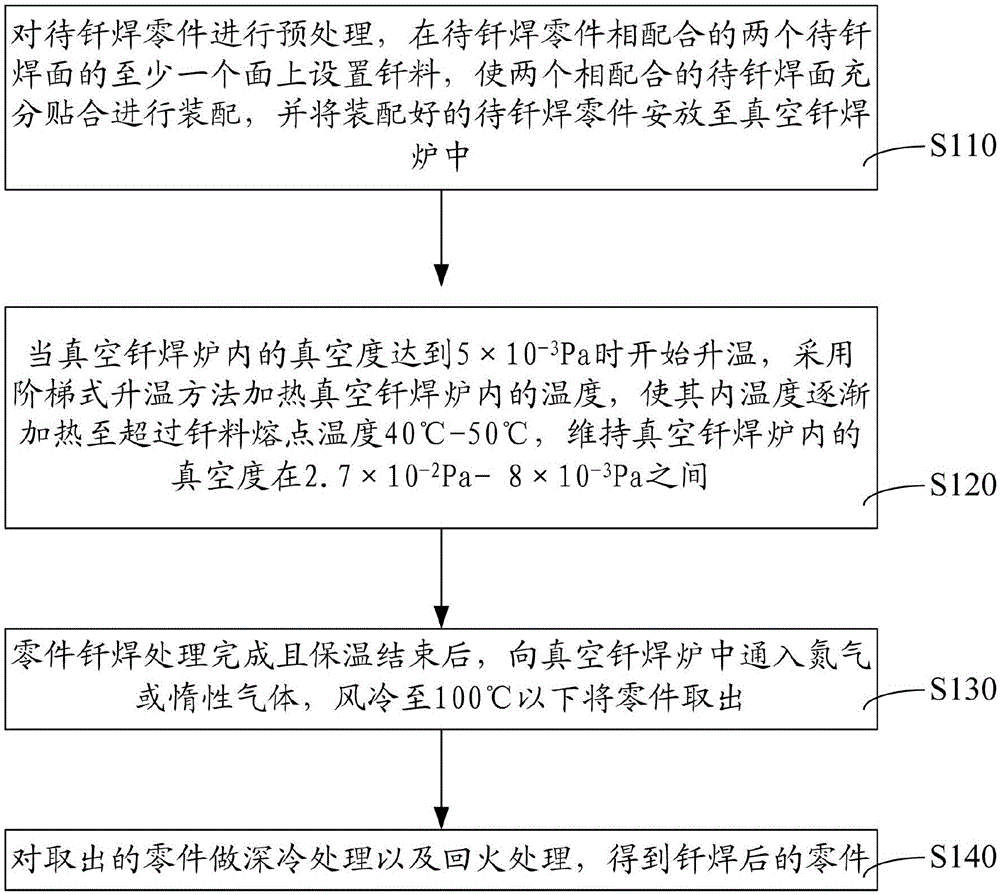
[0054] Such as figure 1 Shown, a kind of vacuum brazing method comprises the following steps:
[0055] S110: performing pretreatment on the parts to be brazed, setting brazing material on at least one of the two matching surfaces to be brazed, so that the two matching surfaces to be brazed are fully fitted for assembly, and Place the assembled parts to be brazed into a vacuum brazing furnace.
[0056] Further, the pretreatment of the parts to be brazed includes finishing the surface to be brazed, so that the unevenness gap between the two matching surfaces to be brazed is kept within the range of 0.4 mm, so that the surface to be brazed is The welding seam is tight; the parts to be brazed are cleaned to improve the brazing quality of the brazed parts.
[0057] S120: When the vacuum degree in the vacuum brazing furnace is less than or equal to 5×10 -3 The temperature starts to rise at Pa, and the temperature in the vacuum brazing furnace is heated by a stepwise heating metho...
Embodiment 2
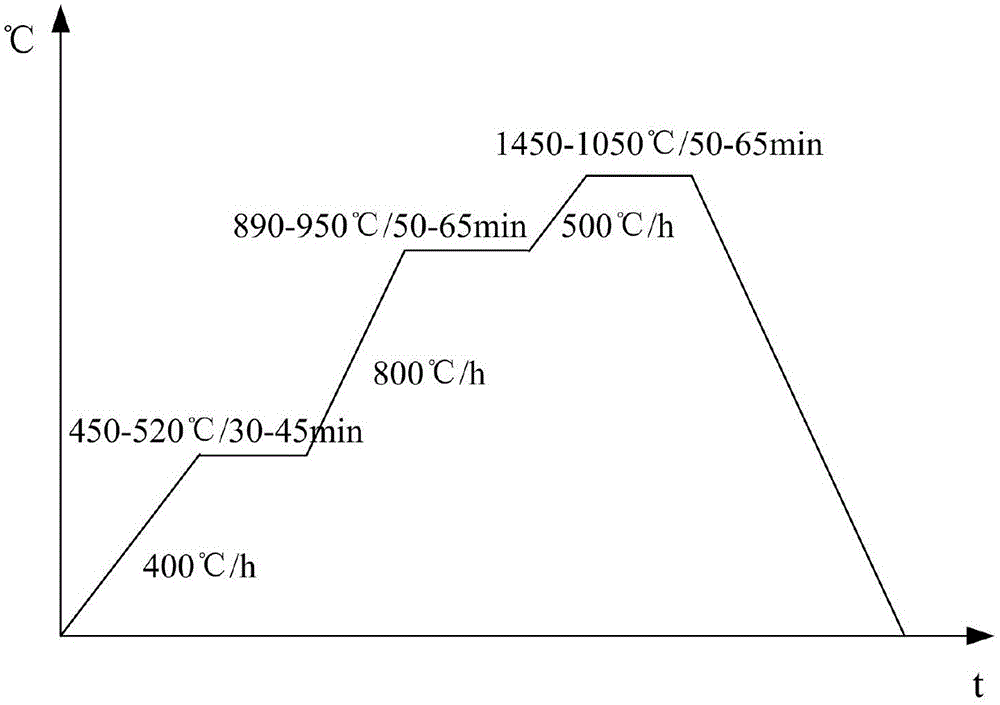
[0077] The difference from the first implementation is that in step S120, the stepwise temperature rise method is used to heat the temperature in the vacuum brazing furnace, so that the internal temperature is gradually heated to 40°C-50°C higher than the melting point of the solder, specifically including the following steps :
[0078] Heat the vacuum brazing furnace for 45 minutes to raise the temperature to 450°C and keep it warm for 30 minutes;
[0079] Heat the vacuum brazing furnace for 50 minutes to raise the temperature to 950°C and keep it warm for 50 minutes;
[0080] Heat the vacuum brazing furnace for 45 minutes to raise the temperature to 1050° C. and keep it warm for 50 minutes.
[0081] Using the above values to heat the parts to be brazed in steps, the outer side of the surface to be brazed of the obtained brazed parts has a uniform silvery color, the appearance of the brazing seam is continuous, the quality is good, and the yield is high. The hydrostatic t...
Embodiment 3
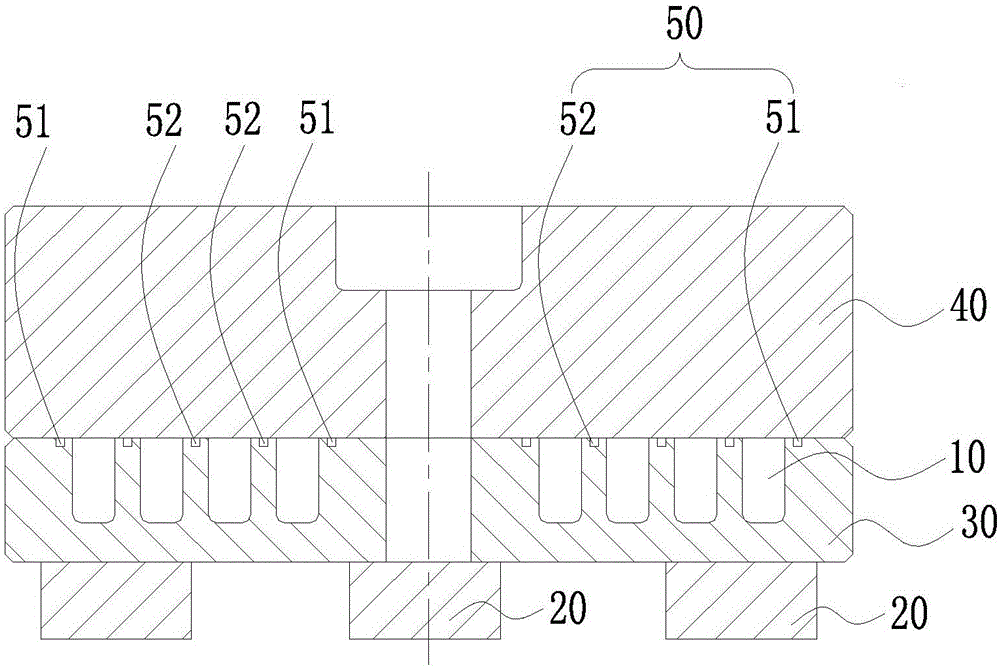
[0083] This embodiment is a sprue sleeve obtained by the above-mentioned vacuum brazing method. Such as Figure 4 , Figure 5 , Figure 6 As shown, a sprue sleeve includes an inner sleeve 100 and an outer sleeve 200, the upper part of the inner sleeve 100 is processed with a cylindrical boss 110, and a circulating cooling water channel 120 is opened on the inner sleeve 100, so The circulating cooling water channel 120 includes an annular groove 121 arranged on the upper part of the cylindrical boss 110, and two first water channels 122 extending from the lower side of the annular groove 121 to the lower part of the cylindrical boss 110, the outer part The sleeve 200 is sleeved on the outer periphery of the cylindrical boss 110 , and the outer sleeve 200 and the inner sleeve 100 are brazed by the vacuum brazing method described above. Further, the upper end of the cylindrical boss 110 is provided with a first brazing groove 112, and the lower end of the outer part cover 200 ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Melting point | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More