

Bi-metal metallurgy composite pipe welding method
A welding method and bi-metal technology, applied in welding equipment, metal processing, metal processing equipment, etc., can solve the problems of plastic toughness decline, hindering the welding forming of bi-metal composite pipes, joint mechanical properties and corrosion resistance, etc. The effect of efficient automated production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] A method for welding bimetallic metallurgical composite pipes of the present invention comprises the following steps:
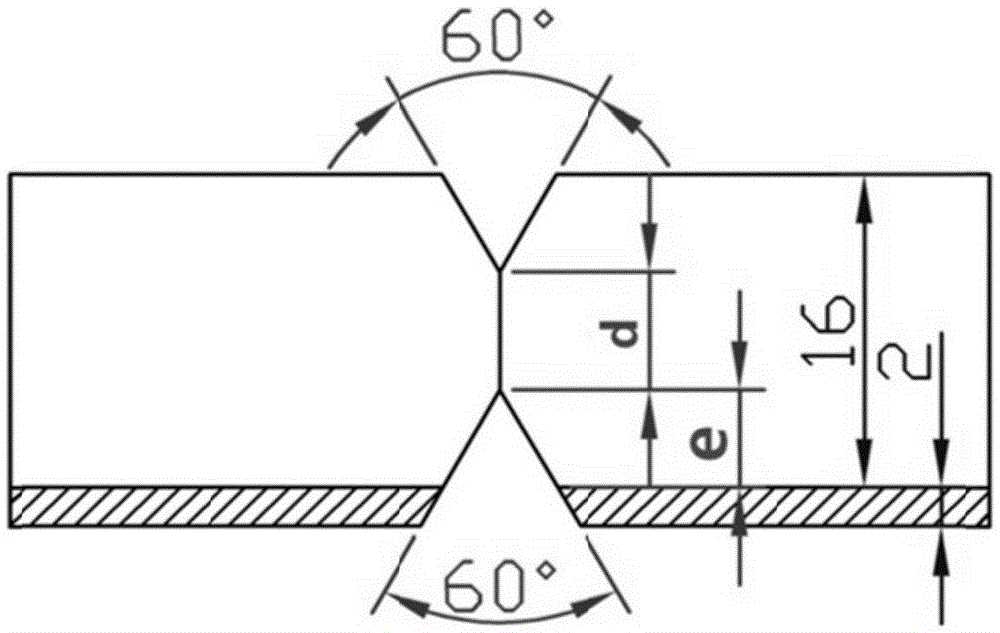
[0029] 1) The DSS2205-X65 bimetallic composite board is connected in a docking manner, and the X-shaped groove is removed;
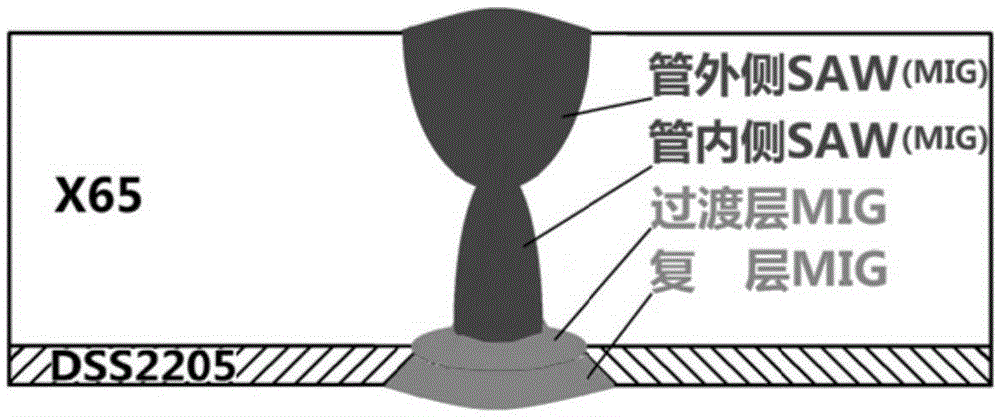
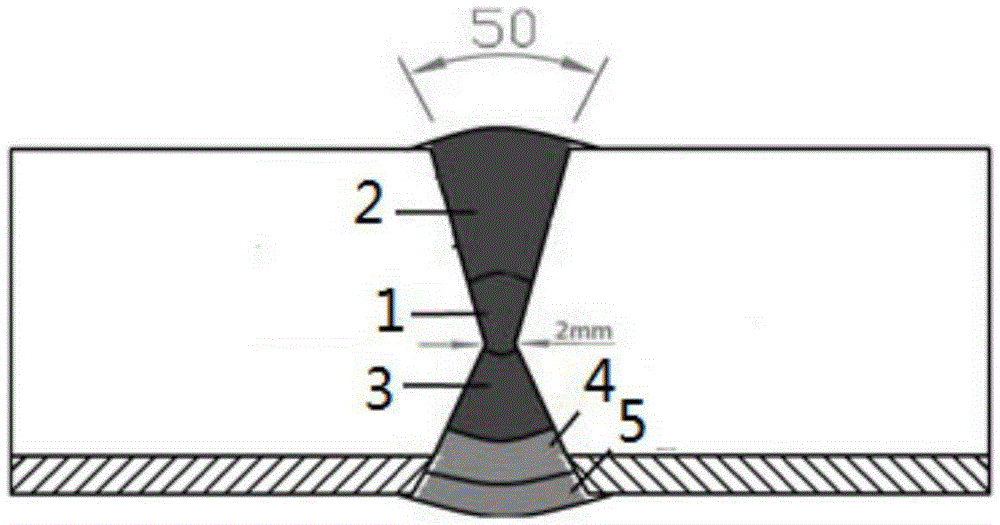
[0030] 2) Use MAG to perform welding at the center of the X-shaped groove from the outside to form the first outer base weld 1;
[0031] 3) MAG is used to weld the first outer base layer weld 1 from the outside to form the second outer base layer weld 2;
[0032] 4) Use MAG to weld at the center of the X-shaped groove from the inside to form the inner base weld 3;
[0033] 5) MAG is used to perform welding on the inner base layer weld seam 3 from the inside to form a transition layer weld seam 4;
[0034] 6) MAG is used to weld the transition layer weld seam 4 from the inside to form a multilayer weld seam 5; complete the welding of the entire composite pipe.
[0035] see figure 1 As shown, in this embodiment, the automatic l...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More