

Flame preheating tungsten electrode argon arc brazing method
A tungsten argon arc and brazing method technology, applied in arc welding equipment, electric heating device, welding equipment and other directions, can solve the problems of affecting the wetting and filling of the solder, large thermal stress, difficult to use flux, etc. The effect of high brazing rate and high density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
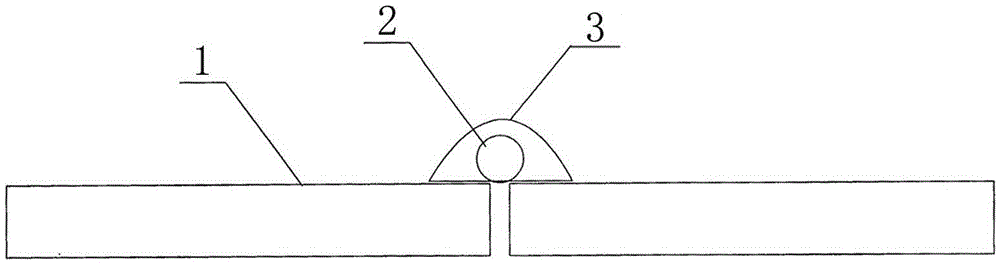
[0014] The 316LN austenitic stainless steel base metal 1 is butted, the base metal sample is 100mm long, 30mm wide, and 2mm thick. Ensure that the gap can be filled, and cover an appropriate amount of 101 flux 3 on the brazing seam and the solder 2, such as figure 1 shown.
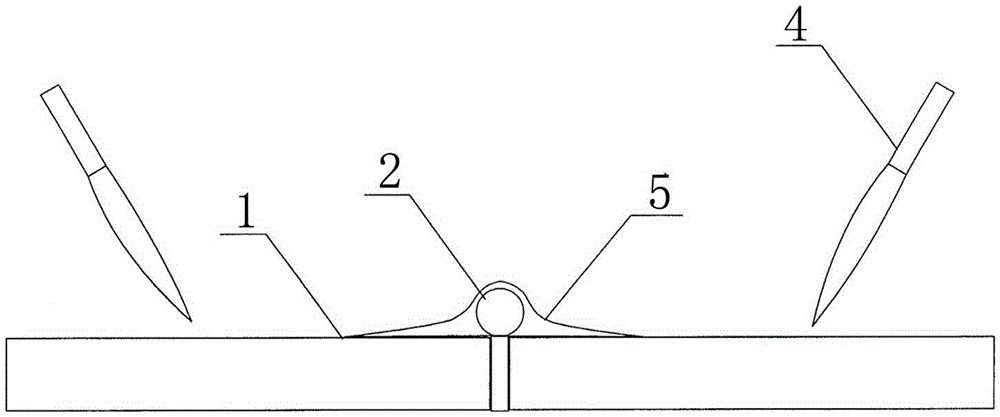
[0015] Use the flame gun 4 (hydrogen-oxygen flame gun can be selected) to preheat the surface of the base metal 1 that is far away from the brazing joint, and melt the 101 flux 3 through heat transfer, such as figure 2 shown.
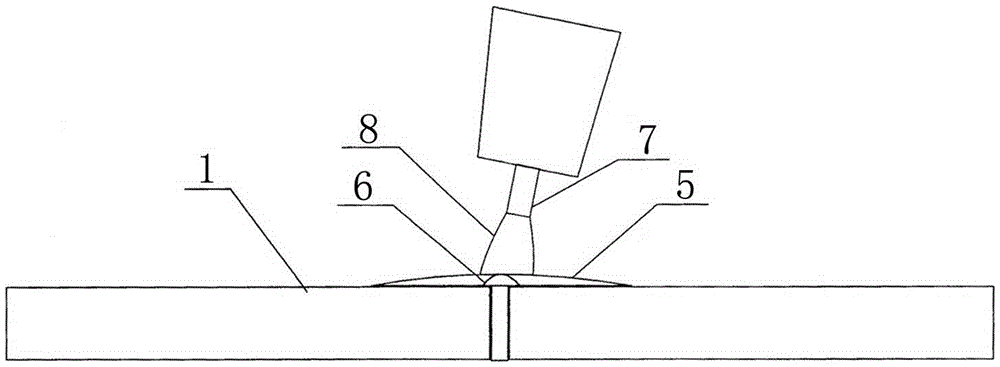
[0016] Under the protection of the molten flux 5, use the argon tungsten arc torch 7 to quickly heat the solder 2 to melt it through the discharge of the arc 8, and the liquid solder 6 fills the gap of the base metal 1, as image 3 shown.
[0017] During the cooling process, the base metal 1 is baked with a flame gun 4 to prevent excessive cooling, and after cooling, a brazing seam 9 is formed, such as Figure 4 shown.
[0018] The dimensions of the brazed joints were measure...
Embodiment 2
[0020] The 316LN austenitic stainless steel base metal 1 is butted, the base metal sample is 100mm long, 30mm wide, and 2mm thick, the width of the brazing seam is 0.15mm, and the Cu-Mn-Ni brazing material 2 is preset above the brazing seam. Ensure that the gap can be filled, and cover an appropriate amount of 201 flux 3 on the brazing seam and the solder 2, such as figure 1 shown.
[0021] Use the flame gun 4 (butane flame gun can be selected) to preheat the surface of the base metal 1 that is far away from the brazing joint, and melt the flux 3 through heat transfer, such as figure 2 shown.
[0022] Under the protection of the molten flux 5, use the argon tungsten arc torch 7 to quickly heat the solder 2 to melt it through the discharge of the arc 8, and the liquid solder 6 fills the gap of the base metal 1, as image 3 shown.
[0023] During the cooling process, the base metal 1 is baked with a flame gun 4 to prevent excessive cooling, and after cooling, a brazing seam...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More