

Extrusion die for composite board formed by co-extrusion of metal profile and wood plastic
A technology for extrusion dies and metal profiles, which is applied in the field of extrusion dies for composite sheets, can solve problems such as inability to produce composite sheets, achieve the effects of improving cooling and shaping efficiency, ensuring basic strength, and improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] (1) Weigh raw materials:
[0034] Weigh the raw materials of wood-plastic frame 1: 40 parts by weight of polyvinyl chloride, 35 parts by weight of wood powder (wood powder, aspect ratio less than 40:1, particle diameter less than 1mm), 10 parts by weight of inorganic filler, impact modified 8 parts by weight of agent, 2 parts by weight of lubricant, 2 parts by weight of stabilizer, 2 parts by weight of compatibilizer, 1 part by weight of processing aid, and 3 parts by weight of foaming agent.
[0035] (2) Manufacturing process:
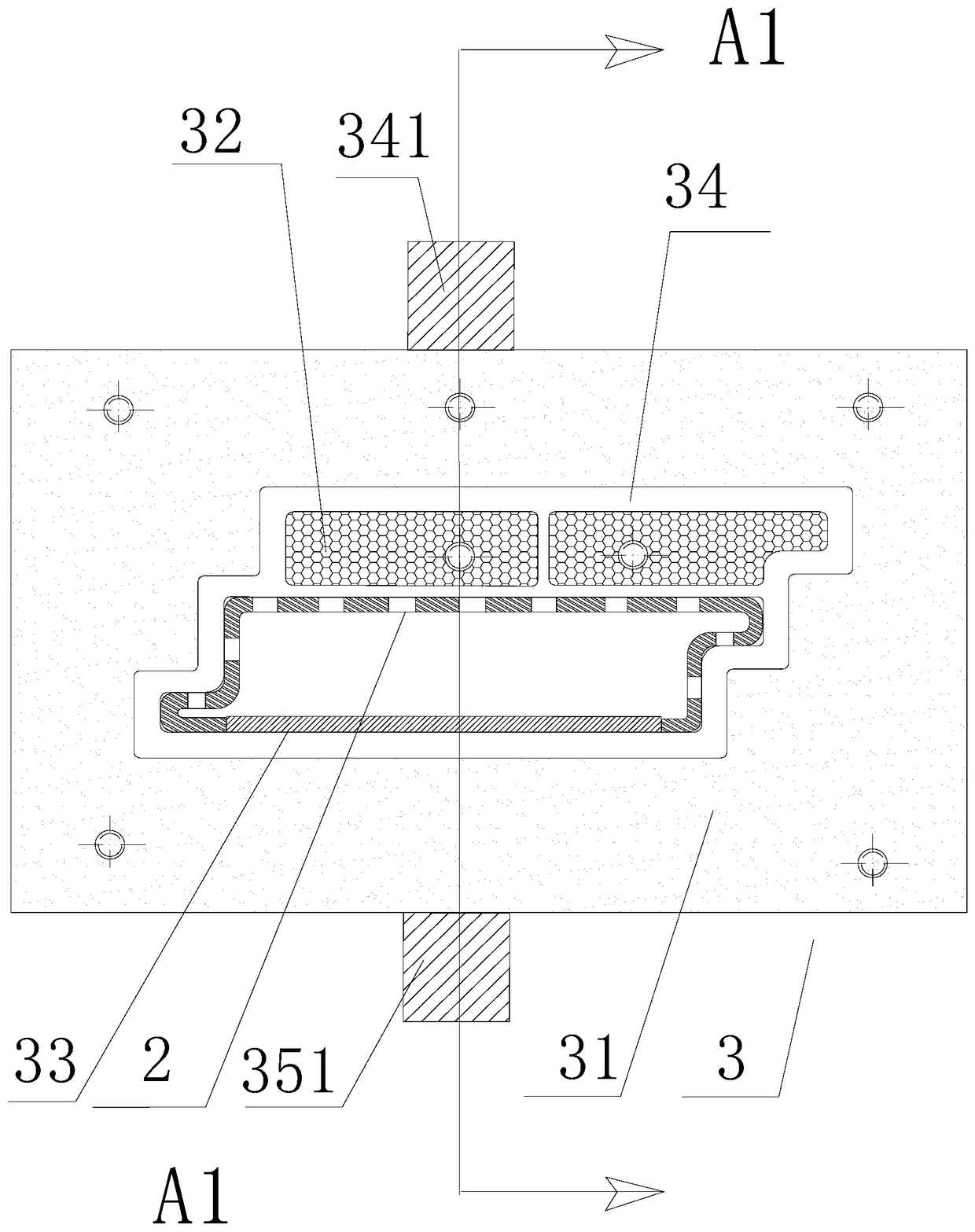
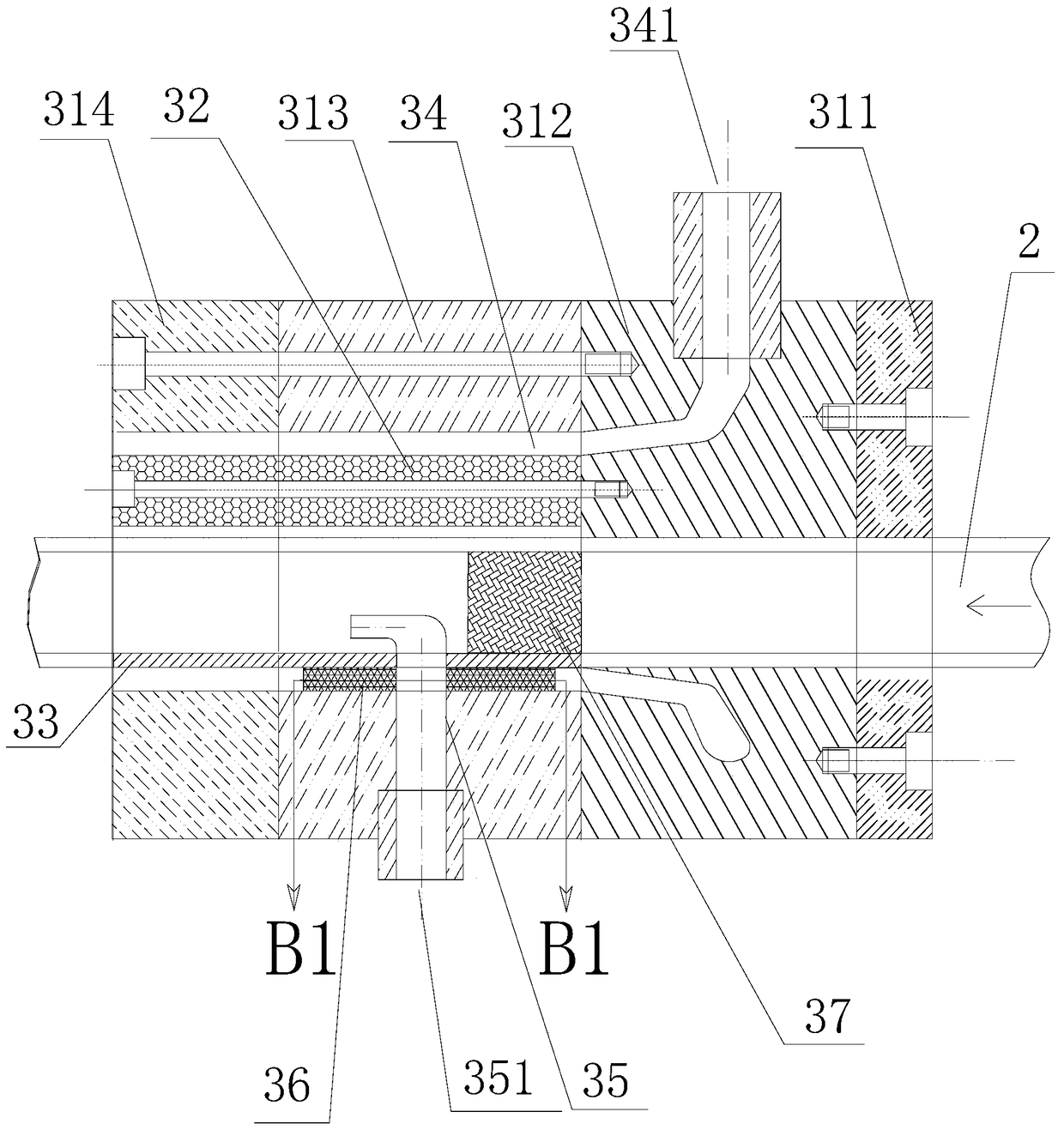
[0036] Firstly, prefabricate the perforated plate structure by punching, drilling, etc. on the surface of metal plates such as steel plates and aluminum plates, and then process it into open profiled materials according to the cross-section design and ventilation requirements. Among them, the cross-section of the metal profile 2 can be It is a U-shaped, C-shaped or semi-enclosed special-shaped shape. In this embodiment, such as Figure 5 and ...
Embodiment 2
[0061] This embodiment produces as Figure 8 The preparation method and raw materials of the composite plate shown are basically the same as those in Example 1. The difference is that: using Figure 7 Extrusion dies and different metal profiles shown. Figure 7 The metal profiles 2 and divider panels 33 with figure 1 The positions of the metal profile 2 and the partition plate 33 in the composite plate are different, Figure 7 The web of the metal profile 2 in the composite panel is bonded to the outer layer of the composite panel (the inner wall close to the surface of the composite panel). Figure 7 and figure 1 The cross-sections at the same cutting position are basically the same, with only some differences in size.
[0062] Figure 7 Dies shown can be fabricated Figure 8 Composite panels as shown, such as Figure 7 As shown, the extrusion die 3 includes a partition plate 33 and three cores 32 .
[0063] Divider 33 and metal profile 2 surround a hollow container,...
Embodiment 3
[0070] produce as Figure 10 Shown composite plate, its preparation method and raw material are basically the same as embodiment 2, difference is:
[0071] Extrusion die: The extrusion die 3 is only provided with a partition plate 33, but no core 32 is provided. In this way, when the composite sheet is manufactured, the partition plate 33 can form a hollow container with the metal profile 2, and the container and the mold body There is a gap for injecting molten wood-plastic material between 31, so that the molten wood-plastic foam material enters the cavity 34 and injects into the gap, forming a wood-plastic composite board on the periphery of the metal profile 2 and the partition plate 33. After the frame 1 is cooled and formed, the composite plate has only one first cavity, and the surface of the metal profile 2 is bonded to the wall of the first cavity.
[0072] Metal profile: the metal profile 2 used in this embodiment is basically the same as that of embodiment 2, the d...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More