

Casting method of turbine housing
A volute shell and shell core technology, applied in the casting field of volute shells, can solve the problems such as the lack of feeding of the large flange surface, the shrinkage of the large flange of the casting, and the low yield of the casting, so as to solve the defects of shrinkage, looseness and shrinkage. , The effect of improving the pass rate and strong skimming ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
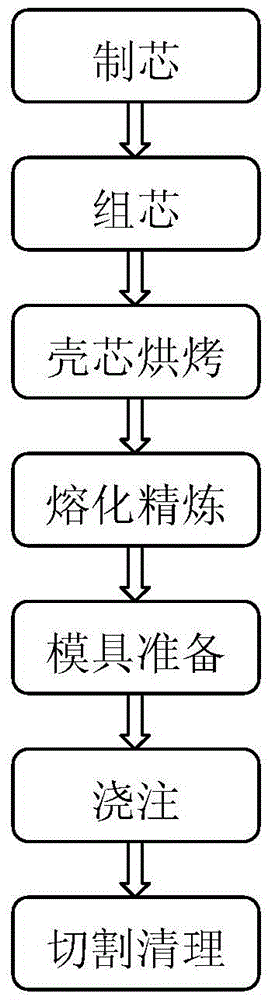
[0053] see figure 1 , The invention provides a metal mold casting method for an aluminum alloy volute casing, the steps of which include: core making - core assembly - shell core baking - melting and refining - mold preparation - pouring - cutting and cleaning.
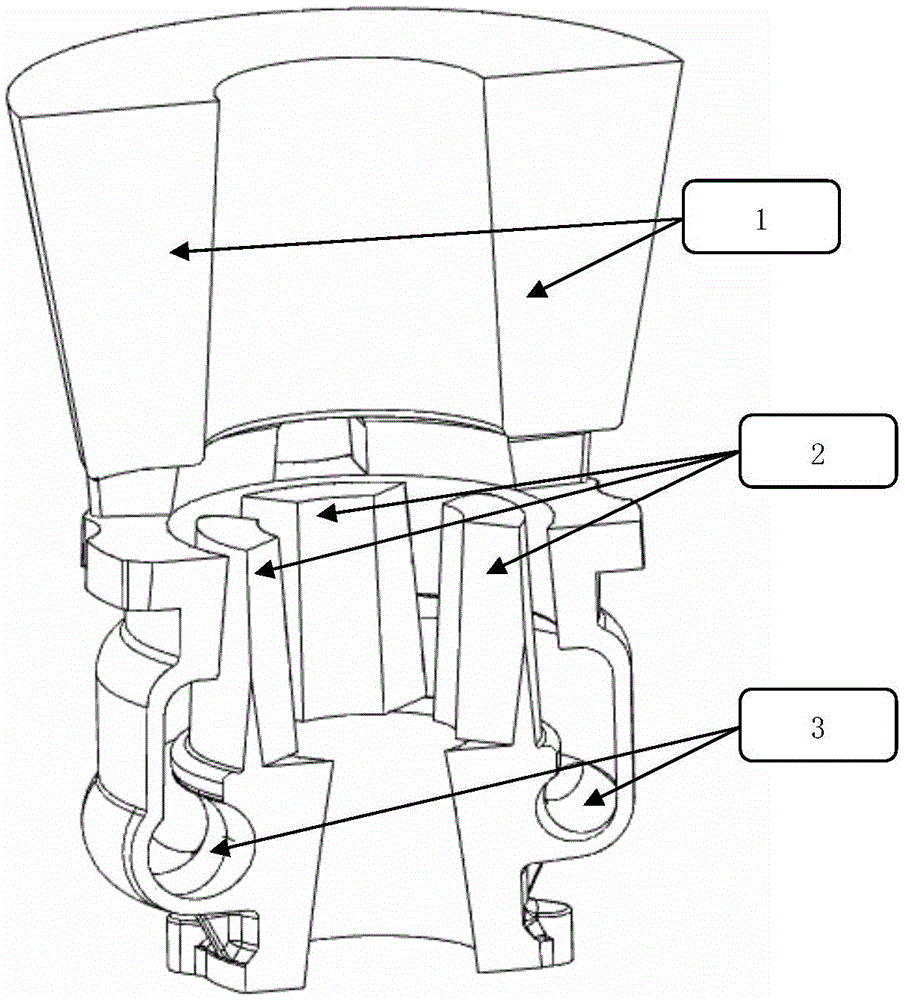
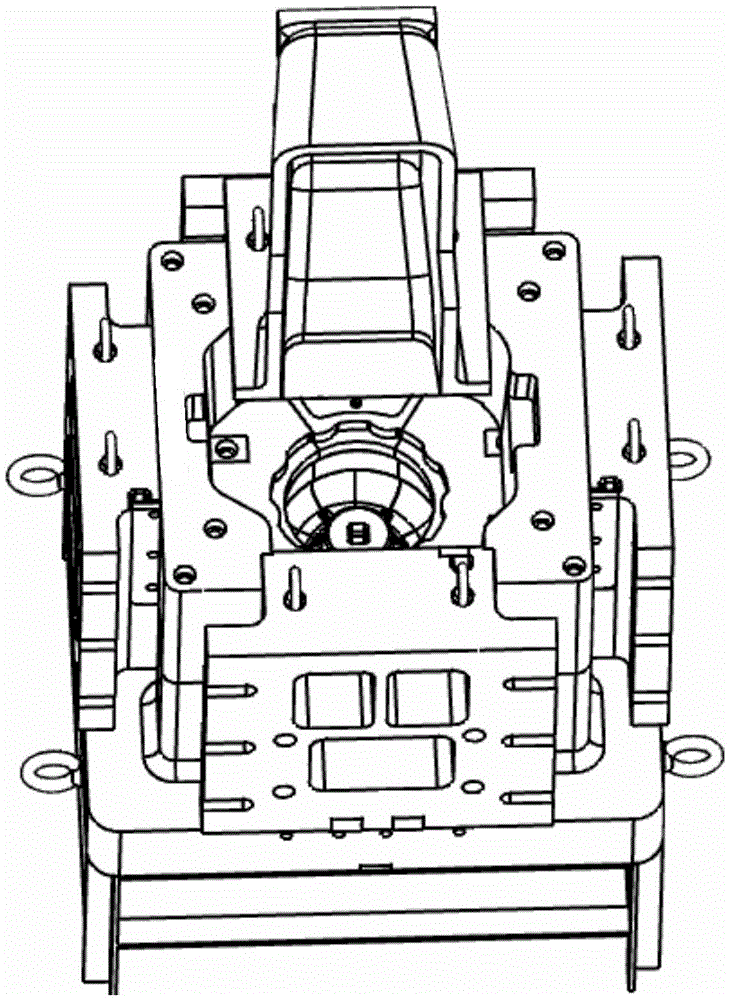
[0054] see figure 2 — Figure 5 , the specific process is:
[0055] Core making: The newly designed riser sand core mold and vortex shell core mold are used to make cores. After the mold is preheated, the sand injection port of the core shooter is aligned with the mold blowing port to blow the shell core, and the sand injection port is removed to wait for the crust. After the mold is opened, the shell core is ejected by the ejector pin, and the shell core is taken out, polished and cleaned for use.
[0056]Core assembly: the riser sand core is provided with an error-proof positioning hole 7, and the vortex shell core 4 has a coordinating positioning boss 6. Apply K5 adhesive evenly to the positioning boss 6 of th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More