

A crystallization pressurization method for low-pressure casting molding of aluminum alloy automobile chassis casting metal mold
A technology of automobile chassis and low-pressure casting, which is applied in the field of crystal boosting for metal mold low-pressure casting, to achieve the effects of improving tensile strength, improving solidification feeding effect, and reducing mold clamping force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
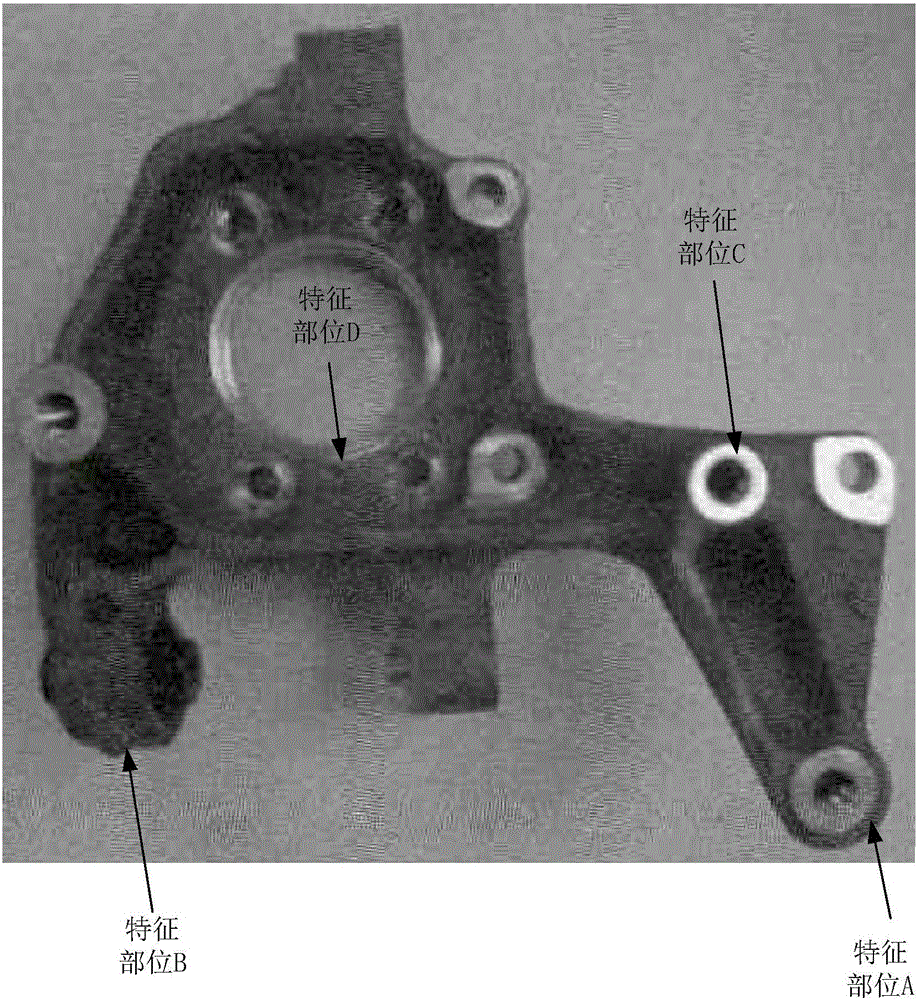
[0062] The rear steering knuckle of the car is made of A356 alloy and weighs 2.8kg. The pouring temperature is 710°C, the mold material is H13 steel, the initial mold temperature is 350°C, and the cooling method is a combination of 9-way water cooling and 3-way air cooling. Steering knuckle configuration and characteristic parts such as Figure 1A shown. Figure 1A The structure refers to "Lightweight Design and Test Verification of Automobile Rear Steering Knuckle" of Hyundai Manufacturing Engineering, No. 4, 2014, author Zhang Qi et al.
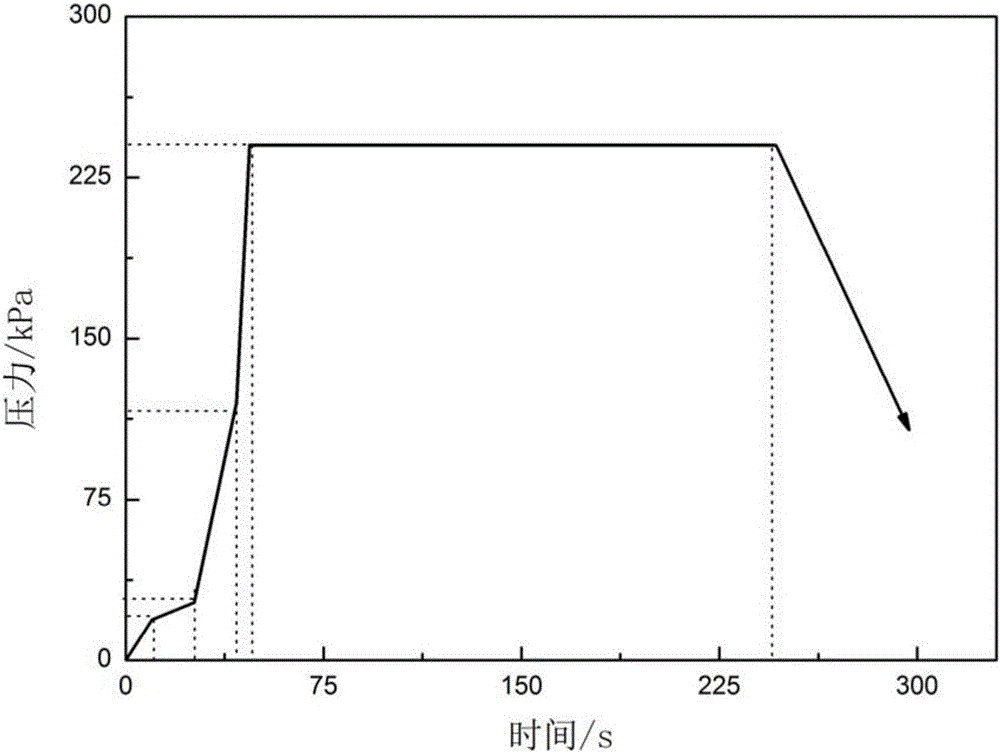
[0063] see Figure 1B The pressure-time curve diagram of the crystallization pressurization method shown, the steps for preparing aluminum alloy automobile chassis castings by the crystallization pressurization method for metal mold low-pressure casting molding are as follows:
[0064] Step 1, liquid ascending stage;
[0065] Under the conditions of the lifting pressure of 19kPa and the lifting speed of 1.9kPa / s, the aluminum liquid rises...
Embodiment 2
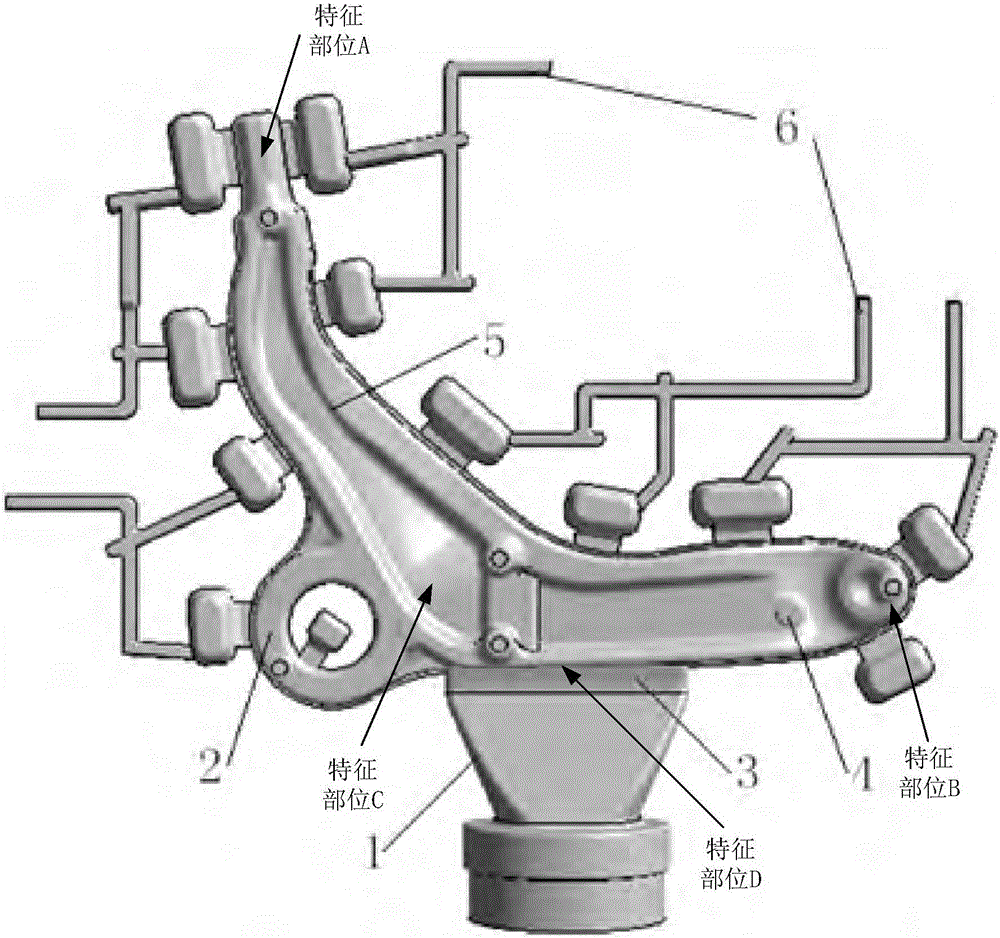
[0087] The lower control arm of the car is made of A356 alloy and weighs 2.4kg. The pouring temperature is 720°C, the mold material is H13 steel, the initial mold temperature is 250°C, and the cooling method is a combination of 6-way water cooling and 3-way air cooling. Control arm configuration and characteristic parts such as Figure 2A shown. Figure 2A The structure refers to "Numerical Simulation and Process Optimization of Automobile Control Arm Squeeze Casting", author Xing Zhiwei, etc.
[0088] see Figure 2B The pressure-time curve diagram of the crystallization pressurization method shown, the steps for preparing aluminum alloy automobile chassis castings by the crystallization pressurization method for metal mold low-pressure casting molding are as follows:
[0089] Step 1, liquid ascending stage;
[0090] Under the conditions of the liquid lifting pressure of 21kPa and the liquid lifting speed of 1.8kPa / s, the aluminum liquid rises steadily along the liquid ris...
Embodiment 3
[0112] The rear steering knuckle of the car is made of A356 alloy and weighs 2.8kg. The pouring temperature is 710°C, the mold material is H13 steel, the initial mold temperature is 350°C, and the cooling method is a combination of 9-way water cooling and 3-way air cooling. Steering knuckle configuration and characteristic parts such as Figure 1A shown.
[0113] see image 3 The pressure-time curve diagram of the crystallization pressurization method shown, the steps for preparing aluminum alloy automobile chassis castings by the crystallization pressurization method for metal mold low-pressure casting molding are as follows:
[0114] Step 1, liquid ascending stage;
[0115] Under the condition that the liquid lifting pressure is 20kPa and the liquid lifting speed is 2.0kPa / s, the aluminum liquid rises steadily along the liquid rising pipe to the gate of the mold and flows into the mold;
[0116] Step 2, the filling stage;
[0117] Under the conditions of filling pressure...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More