

Processing technology method of precise large-size rigid pipe assembly
A processing technology and large-size technology, applied in the field of precision large-size rigid tube component processing technology, can solve the problems of unqualified shape and position accuracy of components, poor manufacturability, large size, etc., so as to solve processing problems and make the process route reasonable , The effect of reducing processing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
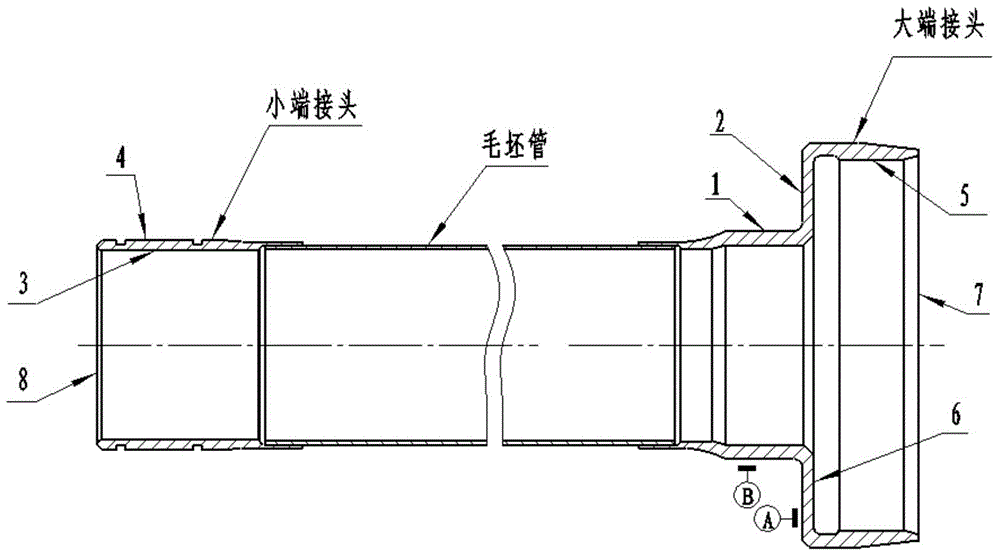
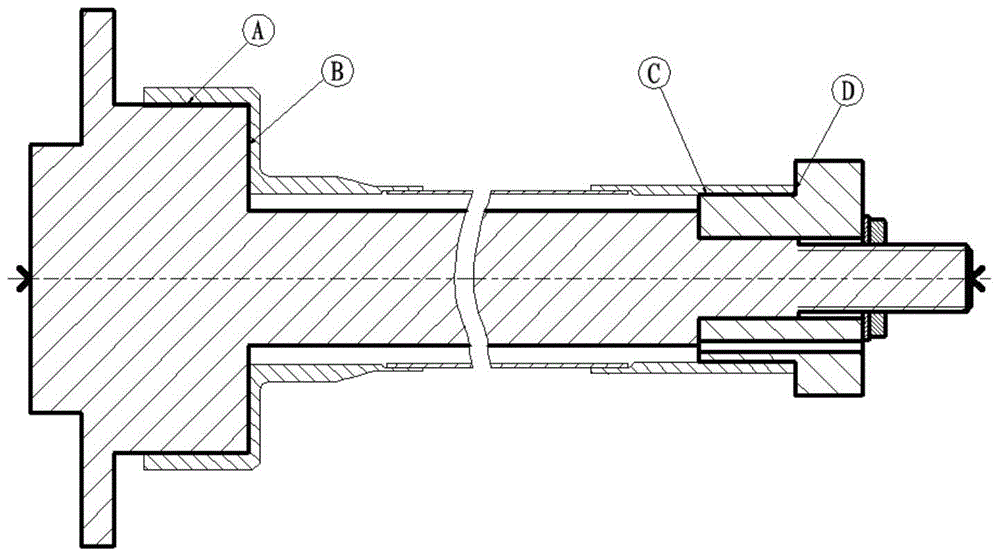
[0044] This embodiment provides a processing method for a precision large-size rigid pipe assembly, which is characterized in that: in the processing method for a precision large-size rigid pipe assembly, the large-end joint leaves a combined machining allowance and performs finishing on the assembly; In order to avoid the problem of out-of-axis joints at both ends caused by welding deformation, the positioning datums ①, ②, ④ used on the horizontal jig boring machine are firstly processed on a common lathe after welding, see figure 1 , eliminate the positioning and clamping deformation on the horizontal jig boring machine; then bore the inner holes at both ends on the horizontal jig boring machine, that is, align the small end carburized inner hole ③, bore the big end big inner hole ⑤, and the big end outer end face ⑦ and the small end face ⑧, as the finishing benchmark of the subsequent process;
[0045] The processing route is:
[0046] Pipe material inspection→complete par...
Embodiment 2
[0076] This embodiment provides a processing method for a precision large-size rigid pipe assembly, which is characterized in that: in the processing method for a precision large-size rigid pipe assembly, the large-end joint leaves a combined machining allowance and performs finishing on the assembly; In order to avoid the problem of out-of-axis joints at both ends caused by welding deformation, the positioning datums ①, ②, ④ used on the horizontal jig boring machine are firstly processed on a common lathe after welding, see figure 1 , eliminate the positioning and clamping deformation on the horizontal jig boring machine; then bore the inner holes at both ends on the horizontal jig boring machine, that is, align the small end carburized inner hole ③, bore the big end big inner hole ⑤, and the big end outer end face ⑦ and the small end face ⑧, as the finishing benchmark of the subsequent process;
[0077] The processing route is:
[0078] Pipe material inspection→complete par...
Embodiment 3
[0108] This embodiment provides a processing method for a precision large-size rigid pipe assembly, which is characterized in that: in the processing method for a precision large-size rigid pipe assembly, the large-end joint leaves a combined machining allowance and performs finishing on the assembly; In order to avoid the problem of out-of-axis joints at both ends caused by welding deformation, the positioning datums ①, ②, ④ used on the horizontal jig boring machine are firstly processed on a common lathe after welding, see figure 1 , eliminate the positioning and clamping deformation on the horizontal jig boring machine; then bore the inner holes at both ends on the horizontal jig boring machine, that is, align the small end carburized inner hole ③, bore the big end big inner hole ⑤, and the big end outer end face ⑦ and the small end face ⑧, as the finishing benchmark of the subsequent process;
[0109] The processing route is:
[0110] Pipe material inspection→complete par...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More