

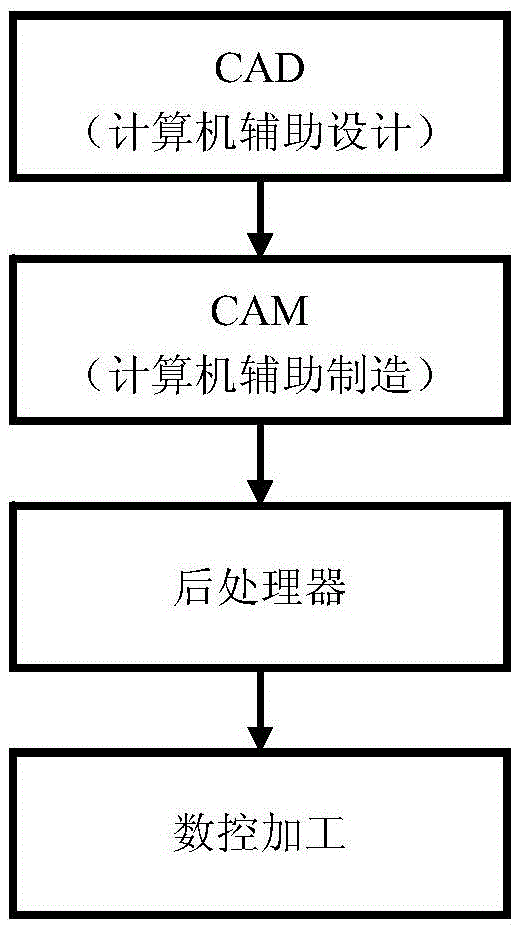
Designing method of feeding speed postprocessor used for multi-axis linkage electrosparking
A technology of feed speed and multi-axis linkage, applied in the direction of electric processing equipment, metal processing equipment, circuits, etc., can solve problems such as unreasonable, unknown rotation radius of the rotation axis of the electrode and the workpiece, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
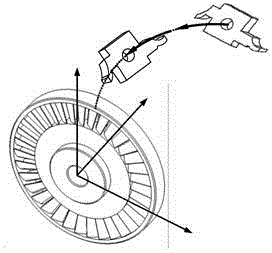
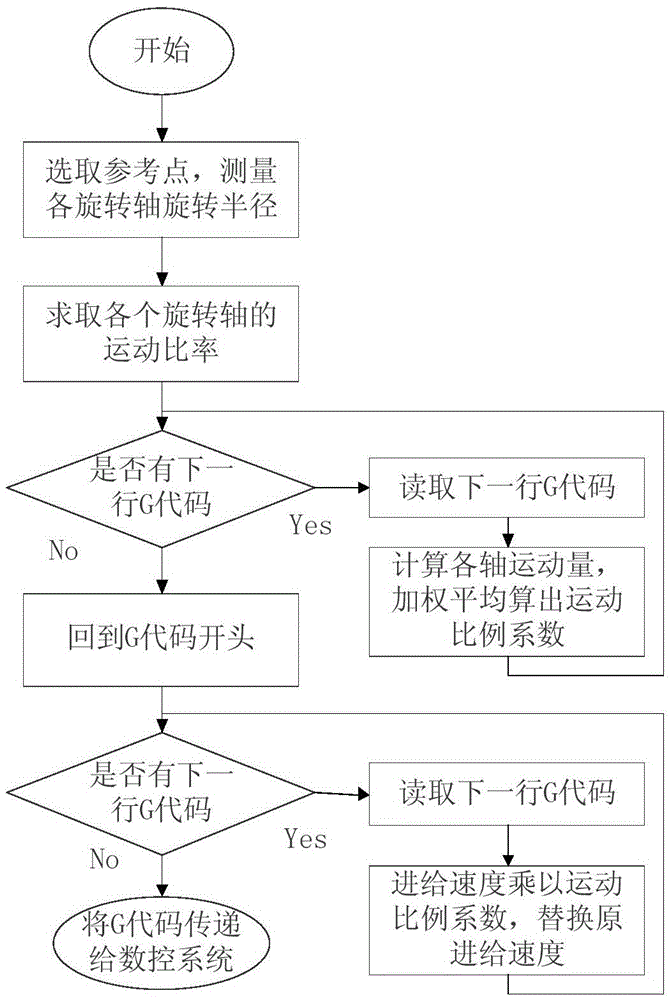
[0033] According to the measurement, the reference rotation radius of the selected workpiece is 120mm, and the reference rotation radius of the machining tool electrode is 27.5714mm.
[0034] Introduce a speed ratio for each axis, since the A axis does not move, the movement ratio of X, Y, Z and A is set to 1. Calculate the motion ratio of the two rotating axes by formula (3), where k B =0.4774648,k C = 2.0780874.
[0035] Then use the rotation axis coefficient based on the above results to read the G code line by line from the first line, and calculate the movement amount of each movement axis of each line of G code, and calculate the motion proportional coefficient k of the line of G code by weighted average method, The calculated value range of k is (0.4775, 1.6185).
[0036] From the first line of G code, the original processing speed is calculated as F10 according to the empirical formula line by line. After multiplying by the motion proportional coefficient k, the val...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More