

A method for producing stainless steel clad coils by hot rolling of asymmetric stainless steel clad billets
A stainless steel, asymmetric technology, applied in the driving device of metal rolling mill, metal rolling, metal rolling, etc., can solve the problems of cracking, bending and warping of asymmetric stainless steel composite billets, and achieve finished products. The effect of improving the efficiency, improving the overall efficiency, and reducing the waste rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
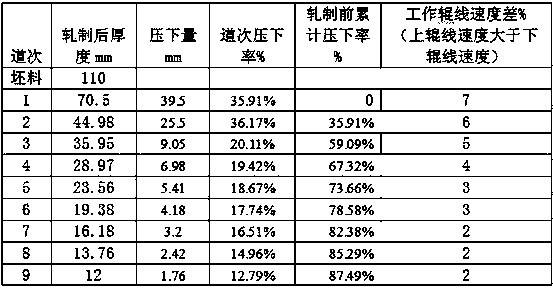
[0022] Rolling an asymmetric stainless steel composite billet with a size of 5000mm*1600mm*110mm, the composite billet is composed of a piece of SUS304 stainless steel and a piece of Q235 ordinary carbon steel; among them, the size of SUS304 stainless steel is 5000mm*1600mm*10mm, and the size of Q235 ordinary carbon steel is 5000mm *1600mm*100mm, rolling target thickness is 12mm.
[0023]A. Put the SUS304 stainless steel, which is made of Q235+SUS304 asymmetrical stainless steel composite billet, with high deformation resistance and put it into the heating furnace face up; at room temperature, the yield strength of 304 stainless steel is 205MPa, and that of Q235 ordinary carbon steel is 235MPa, but at 1200~ At a rolling temperature of 900°C, the yield strength of ordinary carbon steel decreases to about 20-50MPa, while the yield strength of 304 stainless steel remains at about 40-70MPa, which is far greater than that of Q235; 304 stainless steel is hot-rolled and heated The te...
Embodiment 2
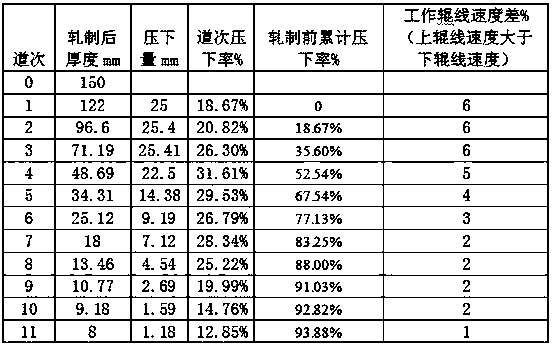
[0030] Rolling an asymmetric stainless steel composite billet with a size of 150mm*1500mm*6000mm. The composite billet is composed of a piece of 316 stainless steel and a piece of Q345 low-alloy steel. Among them, the size of SUS316 stainless steel is 6000mm*1500mm*20mm, and the size of Q345 low-alloy steel is 6000mm *1500mm*130mm, rolling target thickness is 8mm.
[0031] A. Put the SUS316 stainless steel which is made of Q345+SUS316 asymmetric stainless steel composite billet with high deformation resistance and put it into the heating furnace face up; at room temperature, the yield strength of SUS316 stainless steel is 205MPa, and the yield strength of Q345 low alloy steel is 345MPa, but at 1200~ At a rolling temperature of 900°C, the yield strength of ordinary carbon steel decreases to about 30-60MPa, while the yield strength of SUS316 stainless steel remains at about 40-70MPa, which is greater than that of Q345; the 316 stainless steel is hot-rolled at a heating temperatur...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More