Method for refining grain structure of GH4169 alloy forging by adopting two-stage stepped strain rate process
A technology of GH4169 and strain rate, which is applied in the field of forging, can solve problems such as large deformation and achieve the effect of grain refinement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
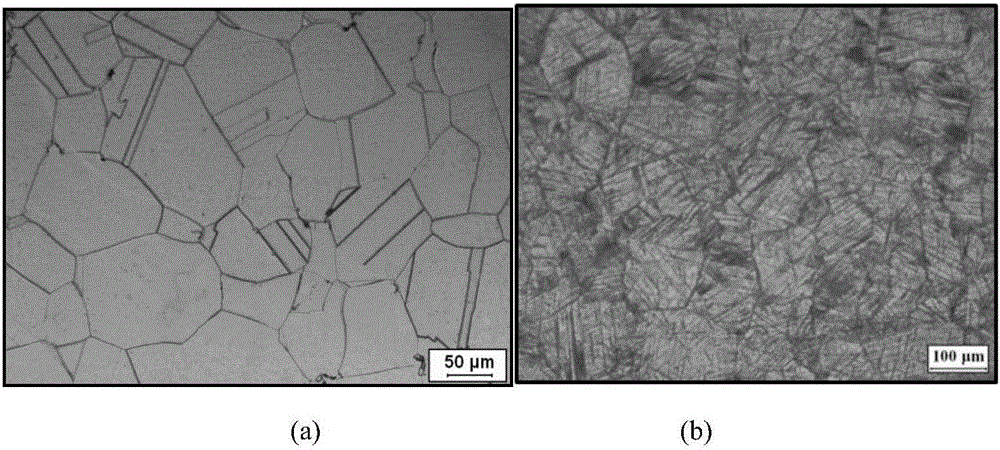
[0023] Step 1: Pretreat the GH4169 alloy forging blank. The pretreatment process is: heating the forging blank to 900°C for 24 hours, and then quenching. The structure of the GH4169 alloy forging billet after the pretreatment of step 1 is as follows: figure 1 As shown in (b), after 24 hours of pretreatment, a large number of δ phases were precipitated inside the grains.
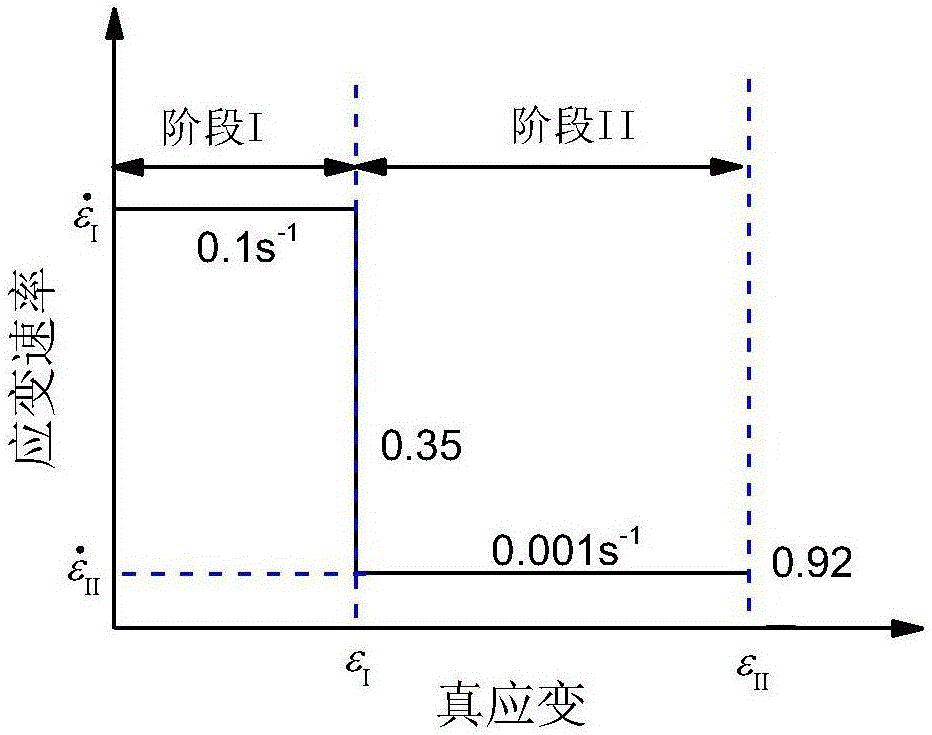
[0024] Step 2: Heat the pretreated GH4169 alloy forging billet to the deformation temperature of 980°C, keep it warm until the temperature of the forging billet is uniform, and apply deformation to the billet using a two-stage step strain rate process: the strain rate of the forging billet in the first stage is 0.1 the s -1 , the deformation of the first-stage forging billet is 30% (true strain 0.35); the strain rate of the second-stage forging billet is 0.001s -1 ; The total deformation of the forging billet after undergoing two-stage deformation is 60% (true strain 0.92). The strain rate and strain relat...
Embodiment 2
[0028] Step 1: Pretreat the GH4169 alloy forging blank. The pretreatment process is: heating the forging blank to 900°C for 24 hours, and then quenching. The structure of the GH4169 alloy forging billet after the pretreatment of step 1 is as follows: figure 1 As shown in (b), after 24 hours of pretreatment, a large number of δ phases were precipitated inside the grains.
[0029] Step 2: Heat the pretreated GH4169 alloy forging billet to the deformation temperature of 980°C, keep it warm until the temperature of the forging billet is uniform, and apply deformation to the billet using a two-stage step strain rate process: the strain rate of the forging billet in the first stage is 0.01 the s -1 , the deformation of the forging blank in the first stage is 20% (true strain 0.22); the strain rate of the forging blank in the second stage is 0.001s -1 , the total deformation of the forging billet after two-stage deformation is 50% (true strain 0.7); the relationship between the str...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



