

Hot forming steel directly rolled through medium and thin slab and having tensile strength larger than or equal to 1900 MPa and production method
A tensile strength, medium and thin slab technology, applied in metal rolling, metal rolling, heat treatment furnaces, etc., can solve the problems of inability to meet the requirements of users, low strength level, etc., to save energy consumption, manufacturing process, etc. Short, good product surface quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0041] The present invention is described in detail below:
[0042] Table 1 is the value list of the chemical components of each embodiment of the present invention and comparative examples;
[0043] Table 2 is the value list of the main process parameters of each embodiment of the present invention and comparative example;
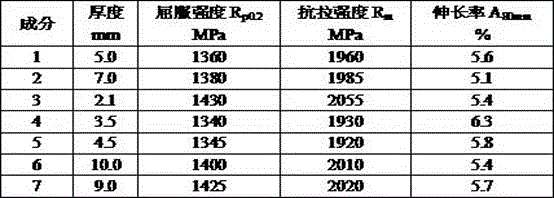
[0044] Table 3 is a list of performance testing conditions of each embodiment of the present invention and comparative examples.
[0045] Each embodiment of the present invention is all produced by following process:
[0046] 1) Desulfurization of molten iron, and control S≤0.002%, and the exposed surface of molten iron after slag removal is not less than 96%;
[0047] 2) Conventional electric furnace or converter smelting, and conventional refining;
[0048] 3) Carry out continuous casting, control the superheat of molten steel in the tundish at 15-30°C, the thickness of the slab at 61-150mm, and the casting speed at 3.0-5.0 m / min;
[0049] 4) Carry ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More