

Low-specific-speed impeller structure and machining method thereof
A low specific speed, impeller technology, applied in the ultra-low specific speed impeller structure and its processing field, can solve the problem of difficult to ensure the dimensional accuracy and surface finish of the flow channel, the inability to accurately control the height of the welded impeller, and the inability to ensure the realization of the hydraulic performance of the impeller. and other problems, to achieve the effect of reducing the risk of pump accidents, easy to ensure dimensional accuracy, and low molding difficulty
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
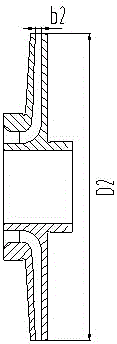
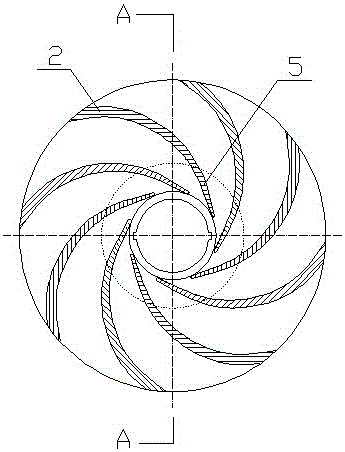
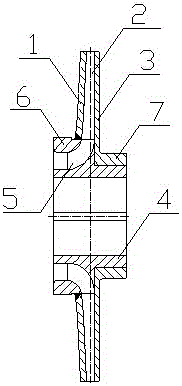
[0030] Example: see figure 2 — Figure 7 , a low specific speed impeller structure, including an impeller body and an impeller root. The impeller body includes a front cover 1 , a blade body 2 and a rear cover 3 , and the front cover 1 , the blade body 2 and the rear cover 3 are integrally formed. The impeller root includes a hub 4, a blade root 5 and a seal ring 6, the blade root 5 is located at the front of the hub 4, the seal ring 6 is sleeved outside the blade root 5, and the hub 4, blade root 5 And the sealing ring part 6 is integrally formed. The principle of cutting the impeller root and the impeller body is: the blade root 5 is an arc segment, and the blade body 2 is a straight line; The diameters are consistent, and the diameter of the inner hole of the rear cover plate 3 is smaller than the diameter of the circle where the inner end of the blade body 2 is located.
[0031] The middle part of the rear cover 3 protrudes backward to form a sleeve 7, the rear cover ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More