

Cold-rolling and hot-dip integrated production method of steel plate and steel plate
A production method and steel plate technology, applied in hot-dip coating process, heat treatment furnace, heat treatment equipment, etc., can solve the problems of poor mechanical processing performance, long capital turnover days, high fixed asset investment, etc., and achieve low fixed asset investment and high production efficiency. The effect of high cost and high cost of raw materials
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040]The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
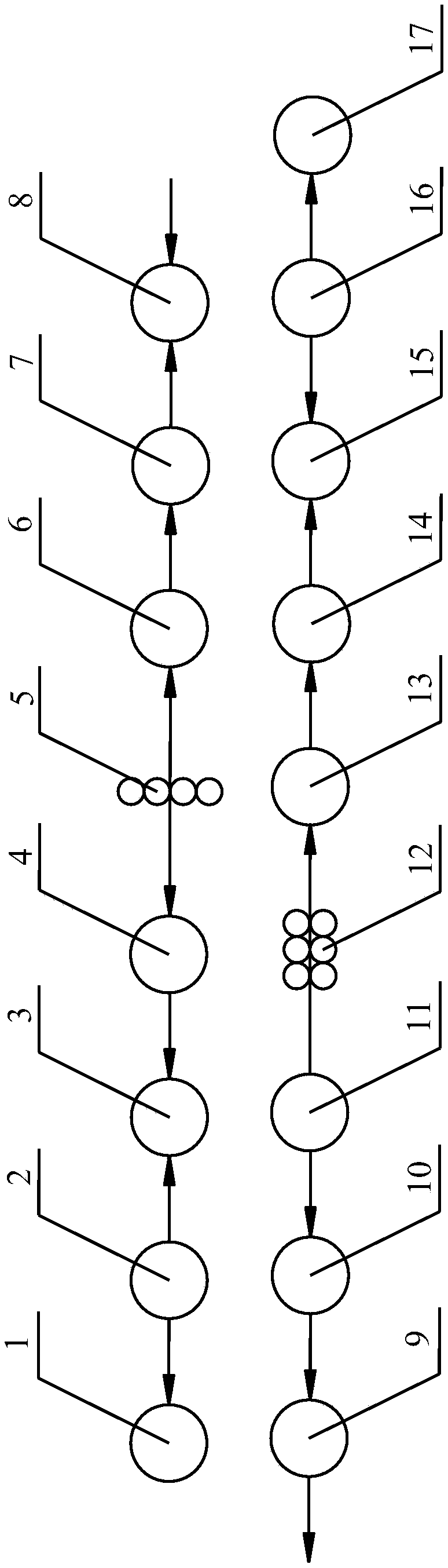
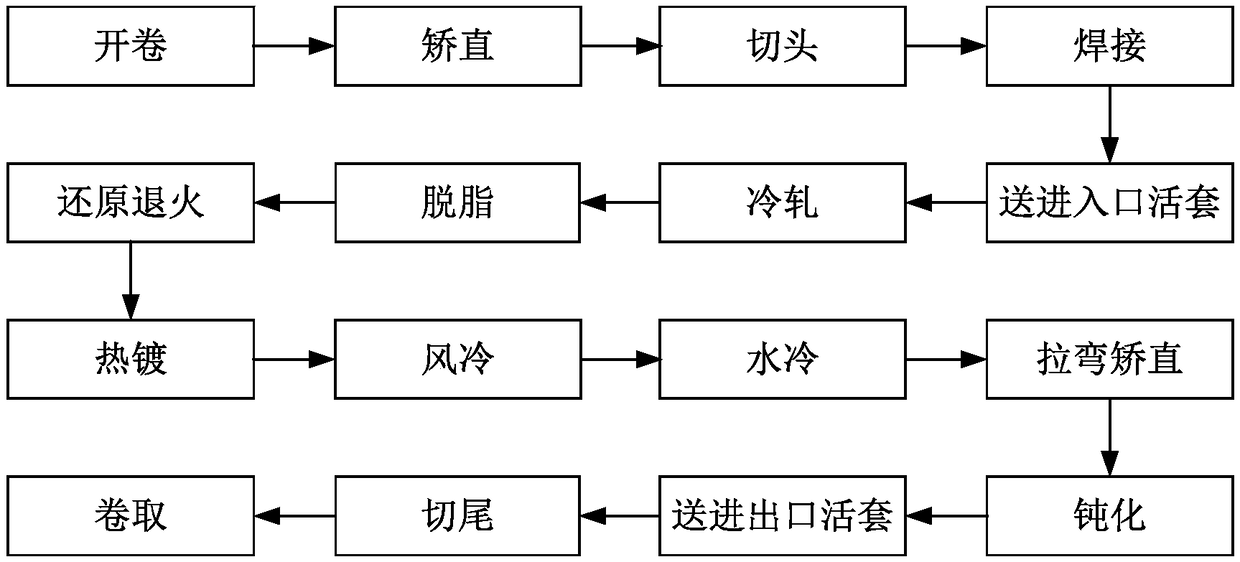
[0041] see figure 1 As shown, the embodiment of the present invention provides a cold-rolling and hot-plating integrated production method of steel plate, and the method is applied to a cold-rolling and coating integrated production line. The production line includes a welding machine and a transmission system. The transmission system is divided into an entrance section, a process Section, exit section, the main task of the entrance section is coiling; the main task of the process section is rolling, annealing, galvanizing, tension leveling, etc.; the main task of the exit section is unloading; the entrance section is connected to the process section through the entrance loop 3 , the process section is connected with the exit section through the exit looper 15, the entrance section includes the uncoiler 1, the No. No. 4 tension roll, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More