

Friction stir welding process for combining back surface heating with frontal surface chilling
A technology of friction stir welding and process method, which is applied in the direction of metal processing equipment, welding equipment, manufacturing tools, etc., can solve the problems of limiting the application range of friction stir welding technology, easy tearing of weld seam, low thermal conductivity, etc., and achieves small Deformation resistance, improved welding efficiency, improved wear resistance and pier roughness resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
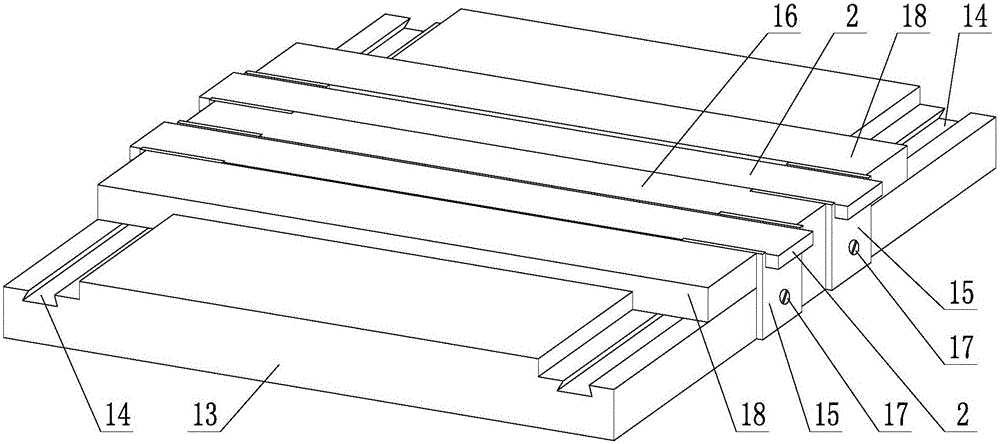
[0036] In this embodiment, the workpiece 1 to be welded is a titanium alloy plate with a thickness of 2 mm, and the width of the heater 2 is 15 mm.
[0037] A friction stir welding process method combining rear heating and front quenching, comprising the following steps:
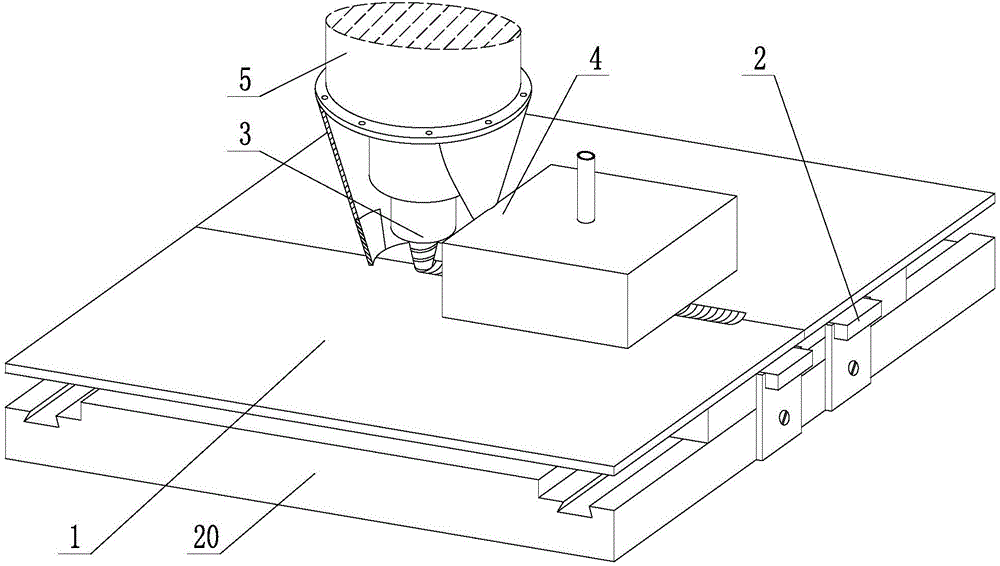
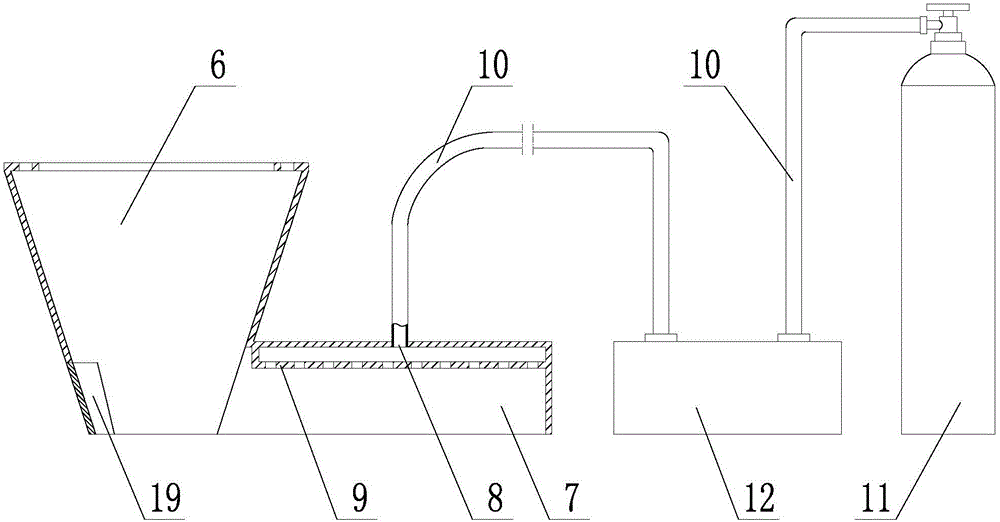
[0038] Step 1: Fix and clamp the workpiece 1 to be welded horizontally, set two heaters 2 symmetrically on both sides of the weld area under the workpiece 1 to be welded, and set a chilling protective gas shield 4 outside the stirring head 3 to activate The cold protective gas shield 4 and the stirring head 3 are followed;
[0039] Step 2: start the heater 2 and heat up to 480°C, heat the back of the workpiece 1 to be welded through the heater 2, and at the same time ensure that the temperature of the upper surface of the workpiece 1 to be welded is not higher than...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More