

Method for preparing thermoplastic carbon fiber flat clip through extrusion drawing method
A technology of thermoplastic carbon fiber and carbon fiber, which is applied in the field of materials, can solve the problems of low transverse strength, achieve high production efficiency, reduce material costs, and improve transverse mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
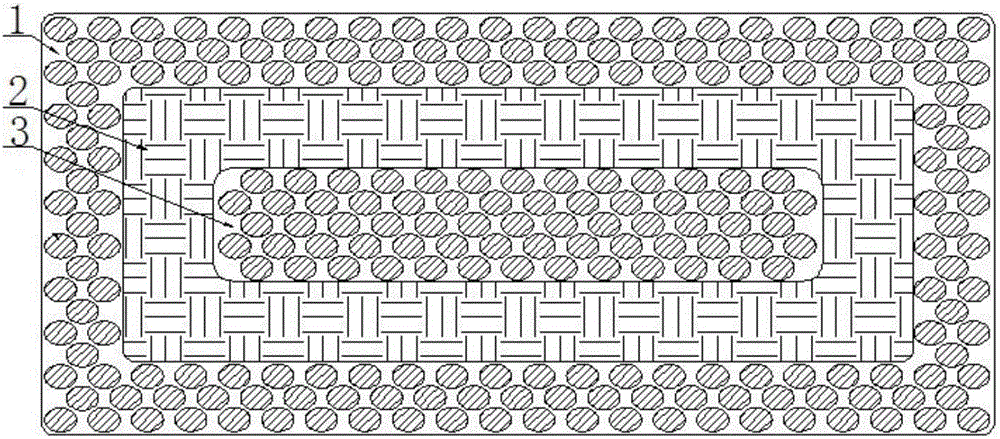
[0023] Step 1: Lead the continuous carbon fiber from the creel, the carbon fiber is soaked by the molten thermoplastic polyurethane resin through the size tank under isotensive state, and combine several bundles of carbon fiber into a bundle to form the carbon fiber core 3;
[0024] Step 2: The glass fiber fabric with a width of 15 mm is impregnated with molten thermoplastic polyurethane resin through the slurry tank, and then wound on the carbon fiber core obliquely from the side, thereby obtaining the carbon fiber core covered with the glass fiber fabric layer 2;
[0025] Step 3: After the carbon fiber used for the outer layer is infiltrated with molten thermoplastic polyurethane at 80-110°C, it is collected into the mouth of the flat mold through a circular bell mouth collector, and the carbon fiber core covered with a glass fiber fabric layer is also collected into the flat mold mouth;
[0026] Step 4: Coat the carbon fiber used for the outer layer on the carbon fiber core...
Embodiment 2
[0031] Step 1: Lead the continuous carbon fiber from the creel, the carbon fiber is soaked by the molten thermoplastic polyurethane resin through the size tank under isotensive state, and combine several bundles of carbon fiber into a bundle to form the carbon fiber core 3;
[0032] Step 2: The glass fiber fabric with a width of 20 mm is impregnated with molten thermoplastic polyurethane resin through the slurry tank, and then wound on the carbon fiber core obliquely from the side, thereby obtaining the carbon fiber core covered with the glass fiber fabric layer 2;
[0033] Step 3: After the carbon fiber used for the outer layer is infiltrated with molten polyurethane at 80-110°C, it is collected into the flat mold mouth through a circular bell mouth collector, and the carbon fiber core covered with a glass fiber fabric layer is also collected into the flat mold mouth;
[0034] Step 4: Coat the carbon fiber used for the outer layer on the carbon fiber core covered with the glas...
Embodiment 3
[0039] Step 1: Lead the continuous carbon fiber from the creel, the carbon fiber is soaked by the molten thermoplastic polyurethane resin through the size tank under isotensive state, and combine several bundles of carbon fiber into a bundle to form the carbon fiber core 3;
[0040] Step 2: The glass fiber fabric with a width of 20 mm is impregnated with molten thermoplastic polyurethane resin through the slurry tank, and then wound on the carbon fiber core obliquely from the side, thereby obtaining the carbon fiber core covered with the glass fiber fabric layer 2;
[0041] Step 3: After the carbon fiber used for the outer layer is infiltrated with molten polyurethane at 80-110°C, it is collected into the flat mold mouth through a circular bell mouth collector, and the carbon fiber core covered with a glass fiber fabric layer is also collected into the flat mold mouth;
[0042] Step 4: Coat the carbon fiber used for the outer layer on the carbon fiber core covered with the glas...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More