

A high-speed helical milling method for pockets based on spin-up auxiliary lines
A technology of helical milling and auxiliary lines, which is applied in the direction of milling machine equipment, milling machine equipment details, instruments, etc., can solve the problems of large cutting tool track length and low cutting efficiency, so as to reduce the tool track length, improve production efficiency and reduce repetition The effect of stock removal rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0061] 1 Helical tool path generation algorithm
[0062] 1.1 Helical tool path generation process
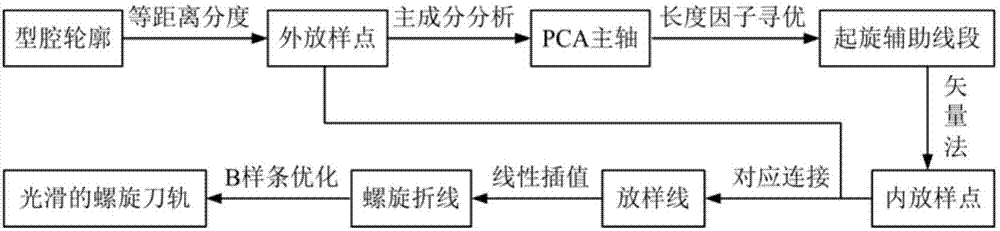
[0063] Record the contour curve of any convex boundary cavity as f(t). If the tool radius is set to R, then the distance between tool paths is δ∈(0,2R). Taking a rectangular cavity as an example, the flow of the spiral tool path generation algorithm is as follows: figure 1 As shown, the details are as follows:
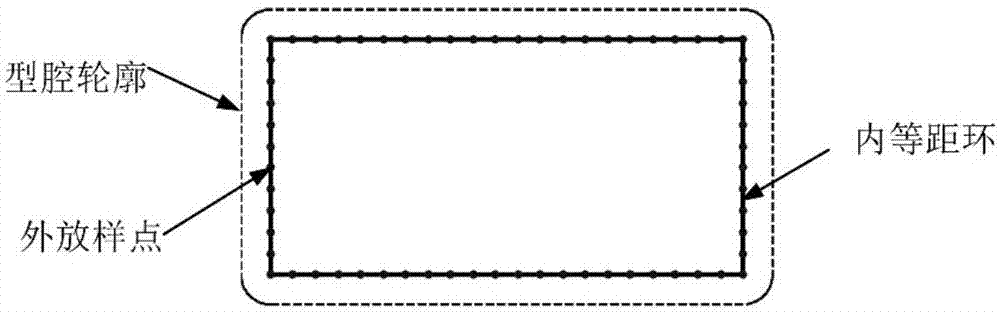
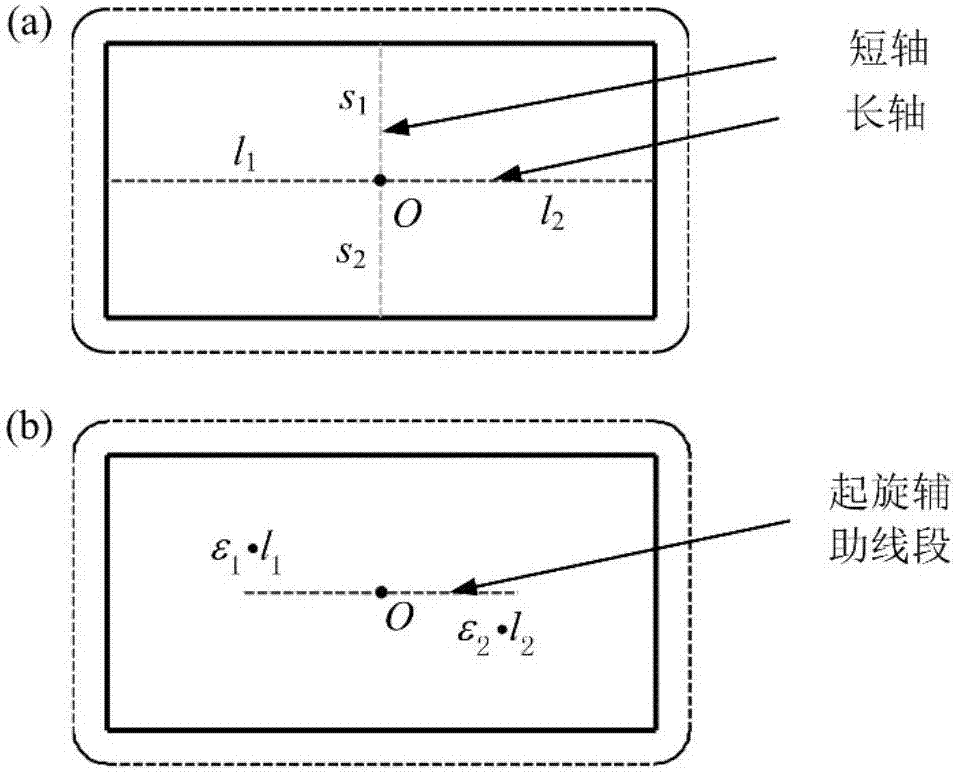
[0064] (1) For the inner equidistant ring of the equidistant indexing cavity contour, the PCA method is used to calculate the two major axes of the outer stakeout points on the inner equidistant ring of the cavity contour, and then the length factor is used to optimize and intercept part of the long principal axis as The spin-up auxiliary line for cavity lofting, such as image 3 as shown in (b);
[0065] (2) Apply the vector method to obtain the point closest to the outer stakeout point on the spinning auxiliary line, that is, the inner stakeout point, correspondin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More