

High-strength steel electrode used for minus 50 DEG C low temperature spherical tank
A high-strength steel and welding rod technology, applied in the direction of welding media, welding equipment, welding/cutting media/materials, etc., can solve the problems of unsatisfactory weld metal, unsatisfactory low-temperature impact toughness, and heat input welding, etc., to achieve welding Easy slag removal, good fluidity and guaranteed mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] The general manufacturing process in the welding rod production industry is adopted, the welding core is selected according to the requirements of the welding core composition, the raw materials of the coating are prepared in proportion, and the welding rod coating is prepared by dry mixing and wet mixing, and the welding rod coating is applied to the welding core. of forming. See Table 1-1 for solder core composition and Table 1-2 for coating composition.
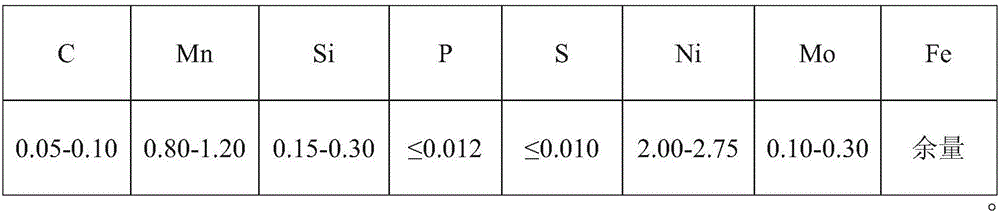
[0032] Table 1-1 Weld core composition (unit: weight percentage)
[0033] C Si mn P S Fe 0.062 0.022 0.477 0.011 0.005 margin
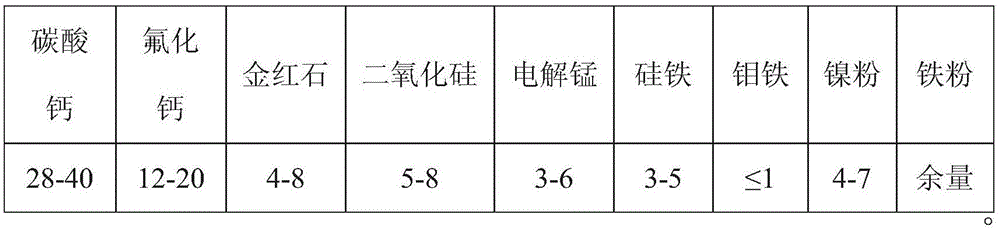
[0034] Table 1-2 drug skin formula (unit: weight percentage)
[0035]
[0036] Test the finished electrode, and bake the electrode at 350-380°C for 1 hour before the welding test. The heat input is 15-20KJ / cm; the welding joint mechanics adopts vertical welding, the path temperature is 150-160°C, and the heat input is 30-35KJ / cm. The chemical properties ...
Embodiment 2
[0047] The general manufacturing process in the welding rod production industry is adopted, the welding core is selected according to the requirements of the welding core composition, the raw materials of the coating are prepared in proportion, and the welding rod coating is prepared by dry mixing and wet mixing, and the welding rod coating is applied to the welding core. of forming. See Table 2-1 for solder core composition and Table 2-2 for coating composition.
[0048] Table 2-1 Weld core composition (unit: weight percentage)
[0049] C Si mn P S Fe 0.058 0.025 0.484 0.010 0.004 margin
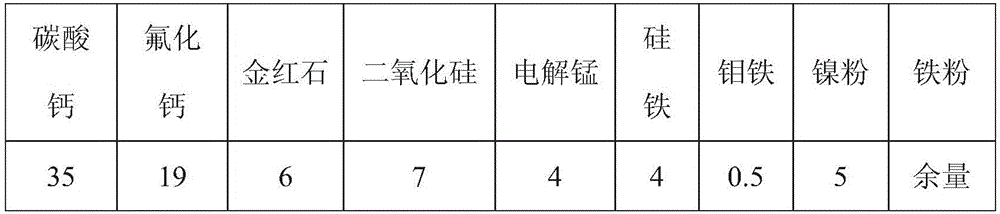
[0050] Table 2-2 Drug skin formula (unit: weight percentage)
[0051]
[0052]Test the finished electrode, and bake the electrode at 350-380°C for 1 hour before the welding test. The heat input is 15-20KJ / cm; the welding joint mechanics adopts vertical welding, the path temperature is 150-160°C, and the heat input is 30-35KJ / cm. The chemical properties a...
Embodiment 3
[0062] The general manufacturing process in the welding rod production industry is adopted, the welding core is selected according to the requirements of the welding core composition, the raw materials of the coating are prepared in proportion, and the welding rod coating is prepared by dry mixing and wet mixing, and the welding rod coating is applied to the welding core. of forming. See Table 3-1 for solder core composition and Table 3-2 for coating composition.
[0063] Table 3-1 Weld core composition (unit: weight percentage)
[0064] C Si mn P S Fe 0.059 0.023 0.487 0.011 0.003 margin
[0065] Table 3-2 Drug skin formula (unit: weight percentage)
[0066]
[0067] Test the finished electrode, and bake the electrode at 350-380°C for 1 hour before the welding test. The heat input is 15-20KJ / cm; the welding joint mechanics adopts vertical welding, the path temperature is 150-160°C, and the heat input is 30-35KJ / cm. The chemical properties ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More