

Overlap welding method using ultrathin aluminum-steel compound transition joint
A transition joint and lap welding technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve problems such as aluminum-steel interface peeling, reduce production costs, reduce spatter, and reduce post-weld cleaning workload Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
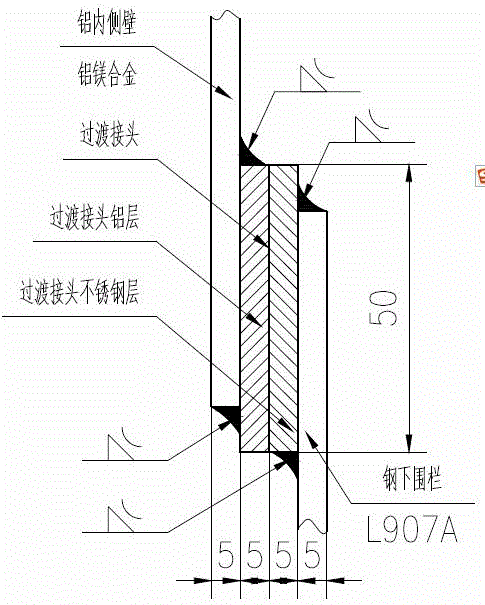
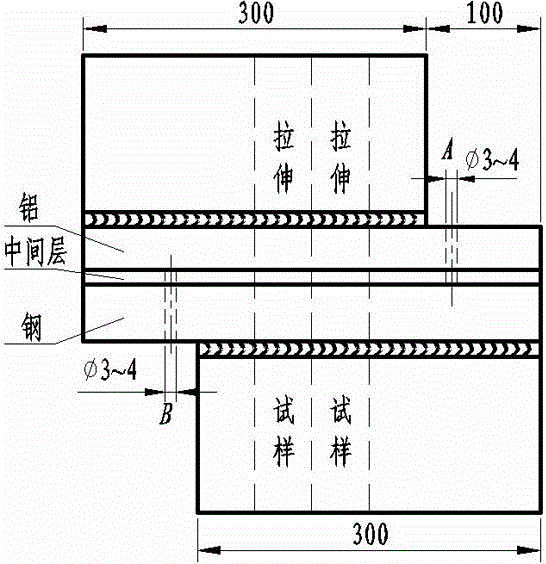
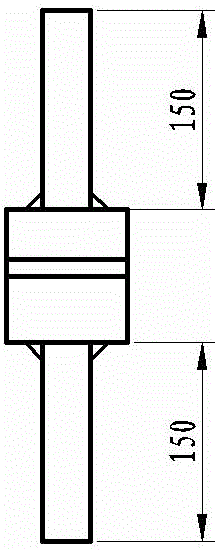
[0033] The ultra-thin aluminum-steel composite transition joint is manufactured by explosive welding method with the hull structural steel CCSB with a thickness of 5mm as the base layer, with the pure aluminum 1060 with a thickness of 2mm as the middle layer, and with the aluminum alloy 5083 with a thickness of 3mm as the cladding layer. The size of the test plate for the welding process test of the ultra-thin aluminum-steel composite transition joint is (5+2+3)×20×400mm, and the number is 2 pieces. Drill a temperature measuring hole at the aluminum-steel interface of the aluminum-steel transition joint welding test plate for welding process test, with a diameter of 3~4mm. Before welding, use stainless steel wire brush and acetone to clean the surface of the part to be welded and within 50mm on both sides to remove moisture, dust, oil, oxide film and other impurities and all attachments. During the welding process, the welding sequence of welding aluminum first and then steel ...
Embodiment 2
[0040] The ultra-thin aluminum-steel composite transition joint is manufactured by explosive welding method with the hull structure steel CCSB with a thickness of 5mm as the base layer, the titanium TA1 with a thickness of 2mm as the intermediate layer, and the aluminum alloy 5083 with a thickness of 3mm as the cladding layer. According to the requirements of CB / T3953-2002 "Technical Conditions for Welding of Aluminum-Titanium-Steel Composite Transition Joints", the size of the cut test plate for welding process test of ultra-thin aluminum-steel composite transition joints is (5+2+5)×20×400mm, The quantity is 5 pieces. Before welding, use stainless steel wire brush and acetone to clean the surface of the part to be welded and within 50mm on both sides to remove moisture, dust, oil, oxide film and other impurities and all attachments. During the welding process, the welding sequence of welding aluminum first and then steel is adopted. The welding between the ultra-thin aluminu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More