

A kind of high-strength and high-toughness cast qt700-10 and its production method
A production method and high-toughness technology, applied in the direction of improving process efficiency, etc., can solve problems such as complex process and high cost, and achieve the effects of increasing melting point, increasing absorption rate, and improving spheroidization effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
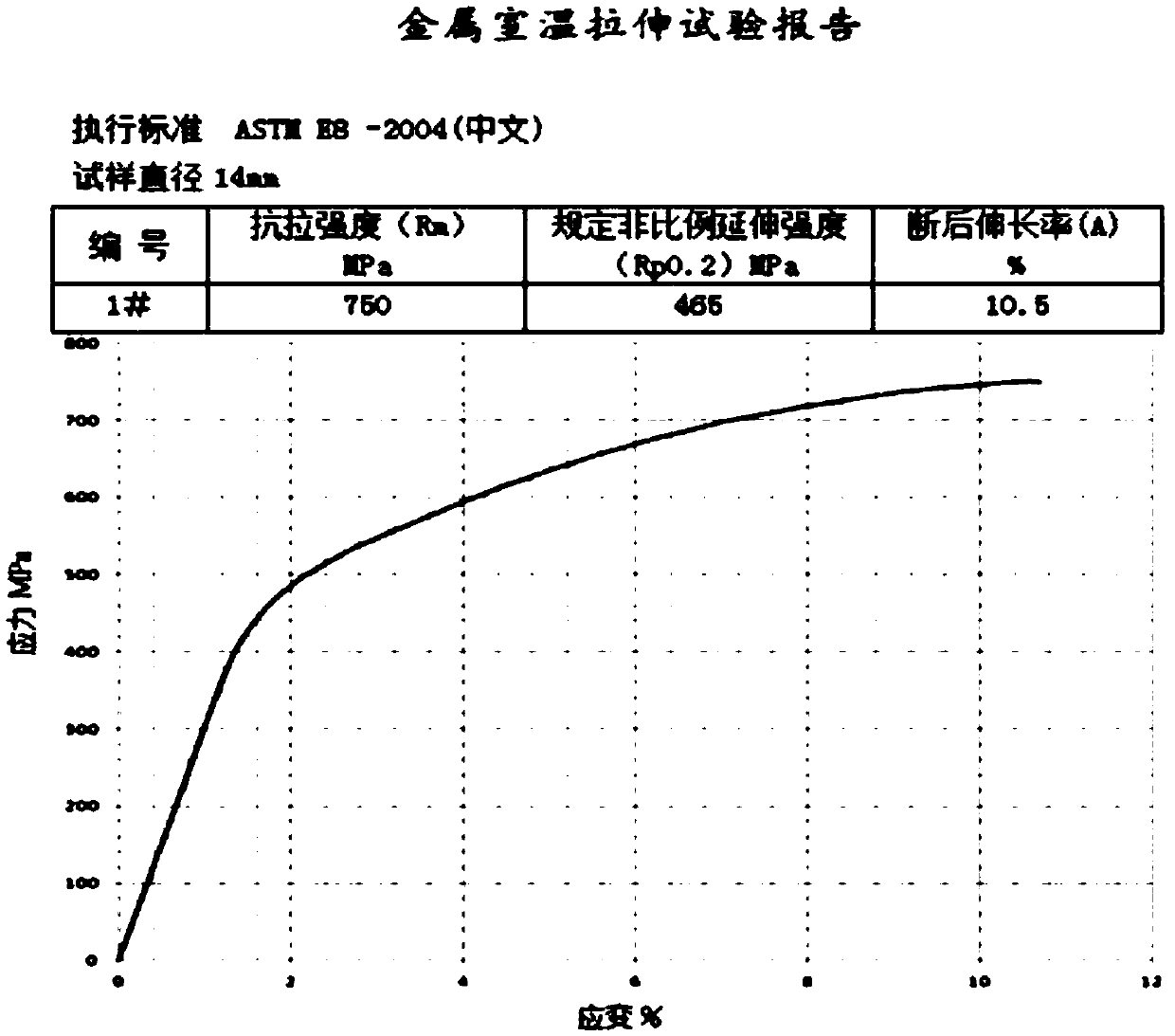
Embodiment 1
[0036] Adjust the temperature of the electric furnace to 1530 ° C ~ 1550 ° C, add recarburizers and scrap steel to adjust the mass percentage of the chemical composition in the molten iron during the smelting process of the electric furnace, and adjust the chemical composition of the molten iron in the furnace to: C3.82%, Si 1.10%, P≤0.04%, CE 4.2%, Cr≤0.05%, Mn 0.40%, Sn≤0.013%, Cu 0.45%, S≤0.02%, other trace elements≤0.1%, high temperature for 8-10 minutes, Remove the slag to obtain pure molten iron; the obtained molten iron is spheroidized and inoculated, and the Sn content is adjusted. The molten iron of the above components is spheroidized, the bottom of the bag is inoculated once, and the Sn content is adjusted in the bag. The weight of the molten iron in one treatment is 750Kg , the spheroidizing treatment adopts the cover bag method, that is, the dam-type spheroidizing bag, and the bag is repaired according to the technical requirements before use, and the spheroidizing...
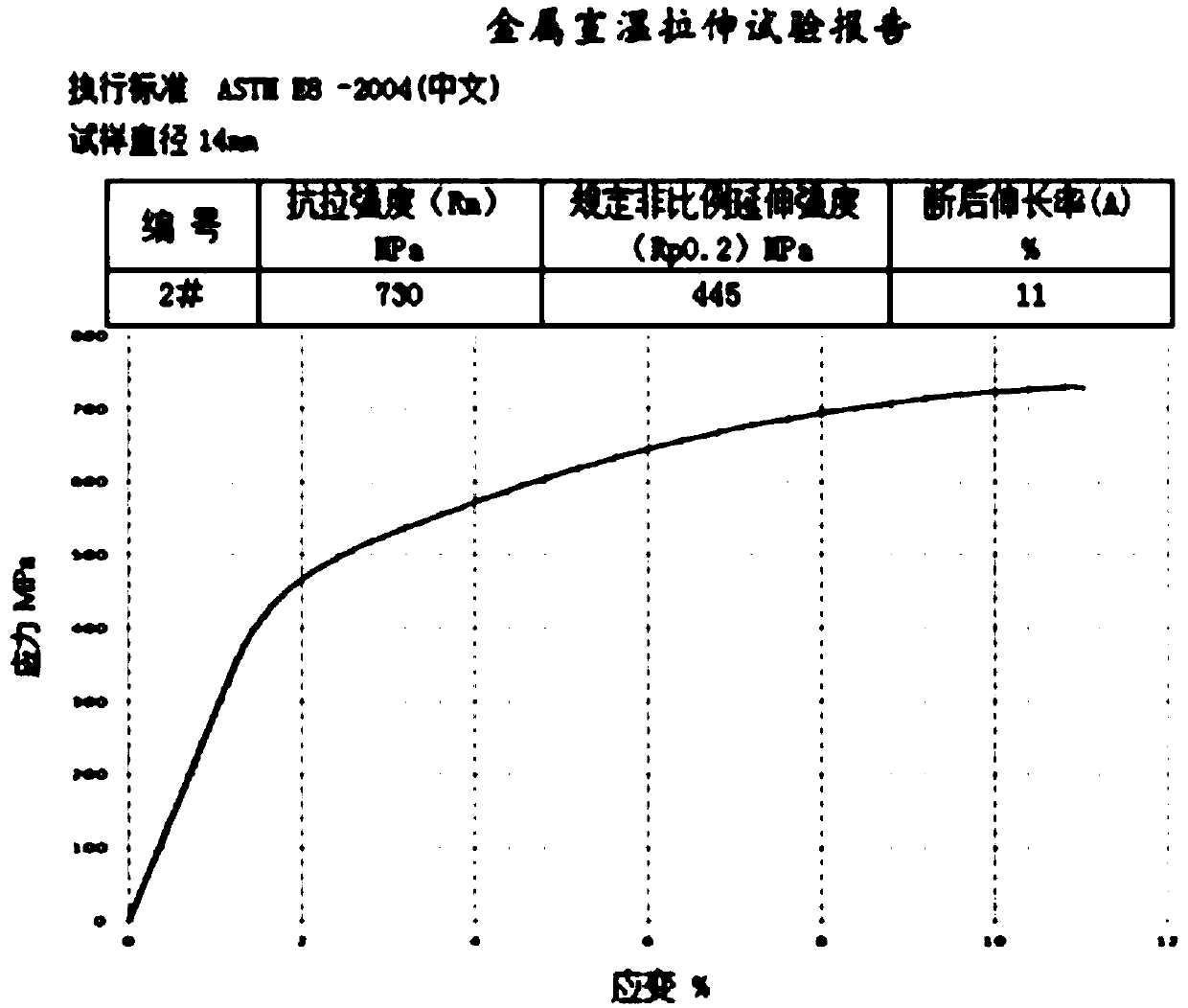
Embodiment 2
[0038] The production method adopted is the same as that of Example 1, and the chemical composition mass percentage of molten iron is adjusted to: C3.90%, Si 1.16%, P≤0.04%, CE 4.30%, Cr≤0.05%, Mn 0.35%, Sn during smelting ≤0.013%, Cu0.41%, S≤0.02%, other trace elements ≤0.1%, after production and processing, the final measured chemical composition of the casting is: C 3.70%, Si 2.16%, P 0.03%, CE 4.43% , Cr 0.03%, Mn 0.35%, Sn 0.014%, Cu0.41%, AF 1.71%, S 0.009%, Mg 0.035%, RE 0.011%, other trace elements less than 0.1%.
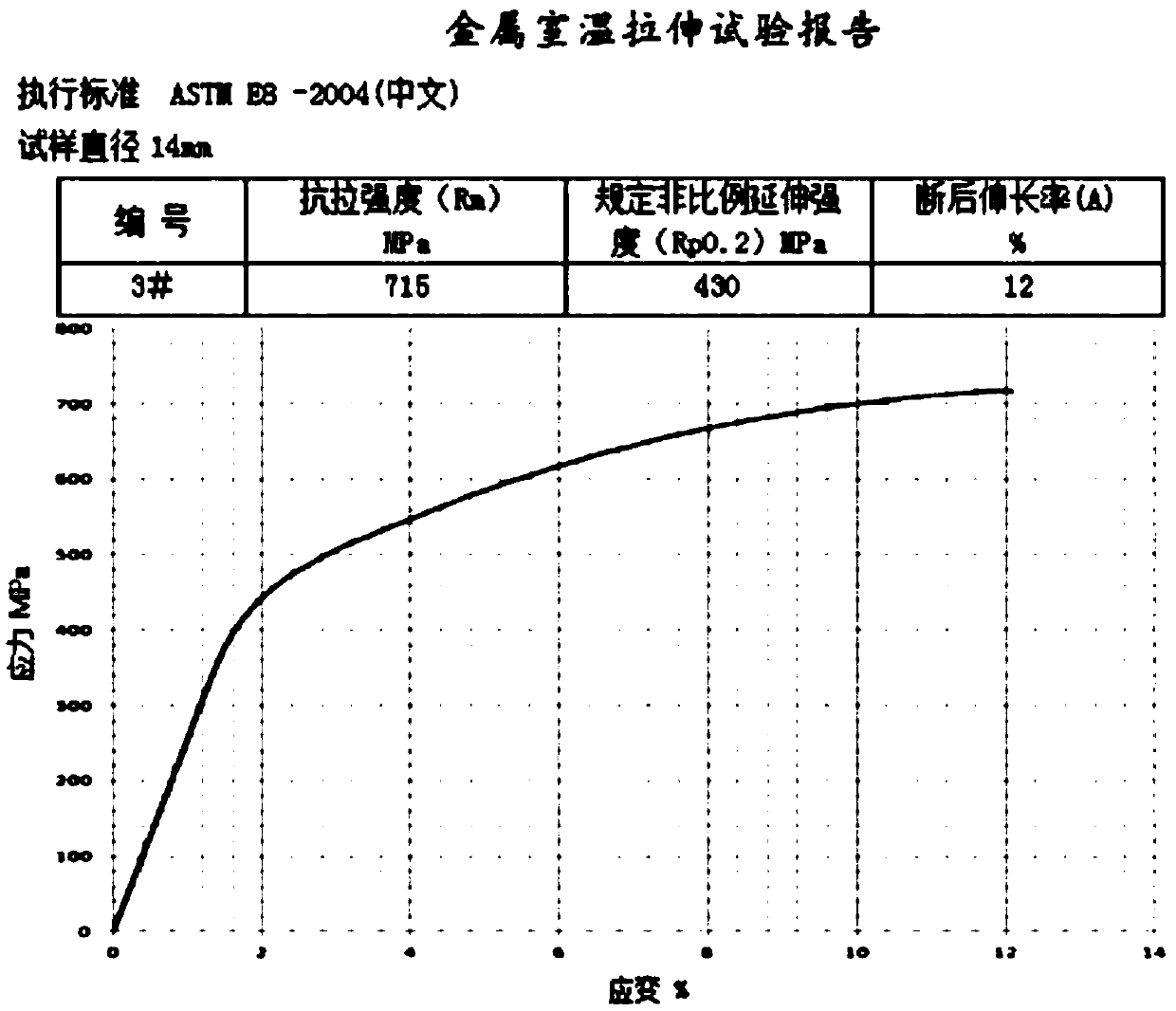
Embodiment 3
[0040] The production method adopted is the same as in Example 1, and the chemical composition mass percentage of molten iron is adjusted to: C3.95%, Si 1.40%, P≤0.04%, CE 4.43%, Cr≤0.05%, Mn 0.30%, Sn during smelting ≤0.013%, Cu0.38%, S≤0.02%, other trace elements ≤0.1%, after production and processing, the final measured chemical composition of the casting is: C 3.75%, Si 2.40%, P 0.03%, CE 4.56% , Cr 0.029%, Mn 0.30%, Sn 0.013%, Cu0.38%, AF 1.58%, S 0.012%, Mg 0.036%, RE 0.012%, other trace elements less than 0.1%.
[0041] According to the conclusions drawn in the above-mentioned embodiment 1, embodiment 2 and embodiment 3, tabular analysis is carried out, as shown in the following table 1, table 2 and table 3.
[0042] Table 1 Spectral block analysis results
[0043]
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More