

Connecting strengthening plate multi-station progressive die
A multi-station, reinforced plate technology, applied in the field of mold manufacturing, can solve problems such as difficulty in meeting mass production, low production efficiency, and poor positioning effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
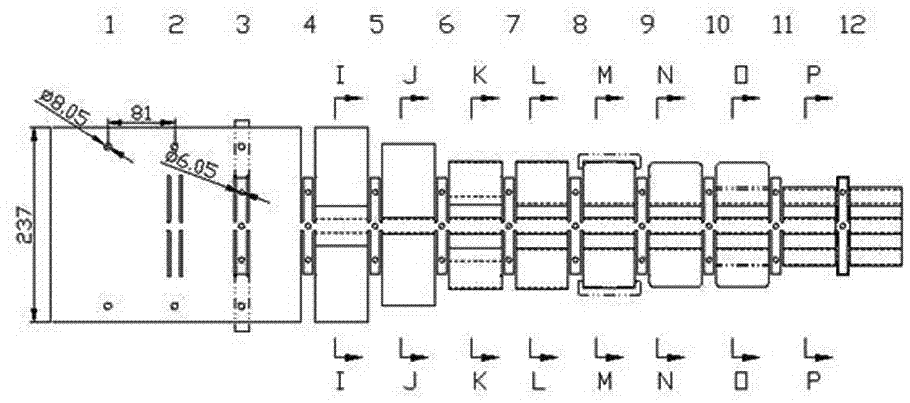
[0085] First analyze the stamping process of the parts, formulate the process plan, design the layout diagram, and then carry out the mold design and manufacture. Stamping process formulation is the basis of mold design.
[0086] 1. Stamping process
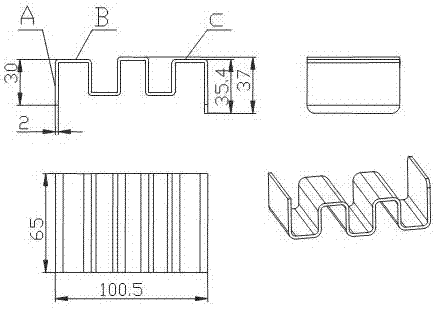
[0087] The material of the connecting reinforcement plate parts is cold-rolled plate DC01 t2.0 mm, including multiple folds, and the inner bending radius is 1 mm. Its processing adopts progressive die production method.
[0088] (1) Stamping process analysis
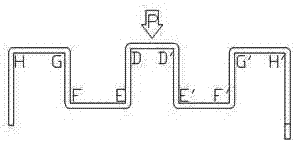
[0089] Progressive dies generally include multiple forming and blanking processes, and this part is determined to be blanked first and then folded. The hemming step affects the product quality, and the degree of deformation of each step should not be too large. The part is folded several times, which is conducive to the adjustment and maintenance of the mold. This part has many vertical folds. In order to avoid the stretching of the material in the deformation zone of t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More