
Eureka
For R&D, Eureka makes reading and utilizing patents & technical documents easy.
Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Polyphenylene sulfide-based self-lubricating nanocomposite material suitable for diesel lubrication and preparation method thereof
A nano-composite material and polyphenylene sulfide technology are applied in the field of polyphenylene sulfide-based self-lubricating nano-composite materials and their preparation, which can solve the problems of low toughness and unsuitability of pure PPS, and achieve improved mechanical properties and improved bonding. , the effect of reducing the coefficient of friction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
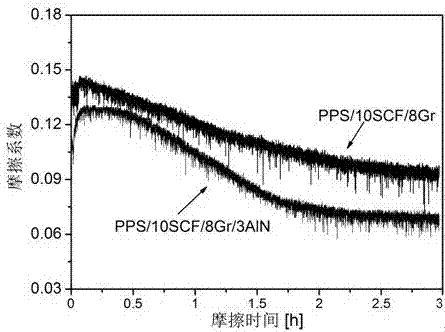
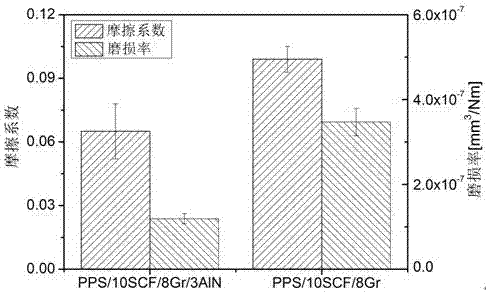
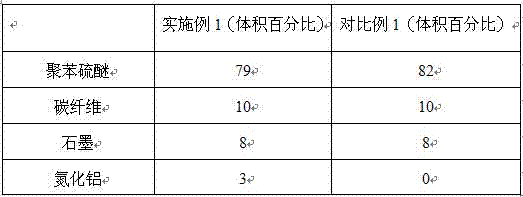
[0021] A polyphenylene sulfide-based self-lubricating nanocomposite material suitable for diesel lubrication has a composition volume percentage of: polyphenylene sulfide resin 79%, carbon fiber 10%, graphite 8%, and aluminum nitride nanoparticles 3%. First, the four materials are fully mechanically mixed, and then the mixed powder is placed in a twin-screw extruder to melt, mix and extrude. The melt-extruded pellets are injected into an injection molding machine. The heating temperature of the first zone of the twin-screw extruder is 320~325°C, the heating temperature of the second zone is 330~335°C, the heating temperature of the third zone is 340~345°C, the heating temperature of the fourth zone is 350~355°C, and the screw speed is 100 rpm. The injection mold temperature of the injection molding machine is 150 °C, the injection barrel temperature is 340 °C, the injection back pressure is 2 MPa, and the injection pressure is 160 MPa.
Embodiment 2
[0023] A polyphenylene sulfide-based self-lubricating nanocomposite material suitable for diesel lubrication has a composition volume percentage of: polyphenylene sulfide resin 65%, carbon fiber 15%, graphite 15%, and aluminum nitride nanoparticles 5%. First, the four materials are fully mechanically mixed, and then the mixed powder is placed in a twin-screw extruder to melt, mix and extrude. The melt-extruded pellets are injected into an injection molding machine. The heating temperature of the first zone of the twin-screw extruder is 320~325°C, the heating temperature of the second zone is 330~335°C, the heating temperature of the third zone is 340~345°C, the heating temperature of the fourth zone is 350~355°C, and the screw speed is 150 rpm. The injection mold temperature of the injection molding machine is 160 °C, the injection barrel temperature is 340 °C, the injection back pressure is 3 MPa, and the injection pressure is 170 MPa.
Embodiment 3
[0025] A polyphenylene sulfide-based self-lubricating nanocomposite material suitable for diesel lubrication has a composition volume percentage of: polyphenylene sulfide resin 84%, carbon fiber 10%, graphite 5%, and aluminum nitride nanoparticles 1%. First, the four materials are fully mechanically mixed, and then the mixed powder is placed in a twin-screw extruder to melt, mix and extrude. The melt-extruded pellets are injected into an injection molding machine. The heating temperature of the first zone of the twin-screw extruder is 320~325°C, the heating temperature of the second zone is 330~335°C, the heating temperature of the third zone is 340~345°C, the heating temperature of the fourth zone is 350~355°C, and the screw speed is 200 rpm. The injection mold temperature of the injection molding machine is 160 °C, the injection barrel temperature is 335 °C, the injection back pressure is 2 MPa, and the injection pressure is 150 MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com