

Heat treatment process for improving spheroidized structure of large-sized die flat steel forged material
A large-scale, ultra-fine treatment technology, applied to 1.2344 mold flat steel, heat treatment process for improving the spheroidized structure of large-scale mold flat steel forgings, and heat treatment technology for improving the spheroidized structure of large-scale mold flat steel 1.2344 forgings , can solve the problems of poor spheroidized structure level, coarse steel structure, harsh use environment, etc., and achieve the effect of improving structure uniformity, increasing carbide level, and improving microstructure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] Specifications: 365mm×900mm,
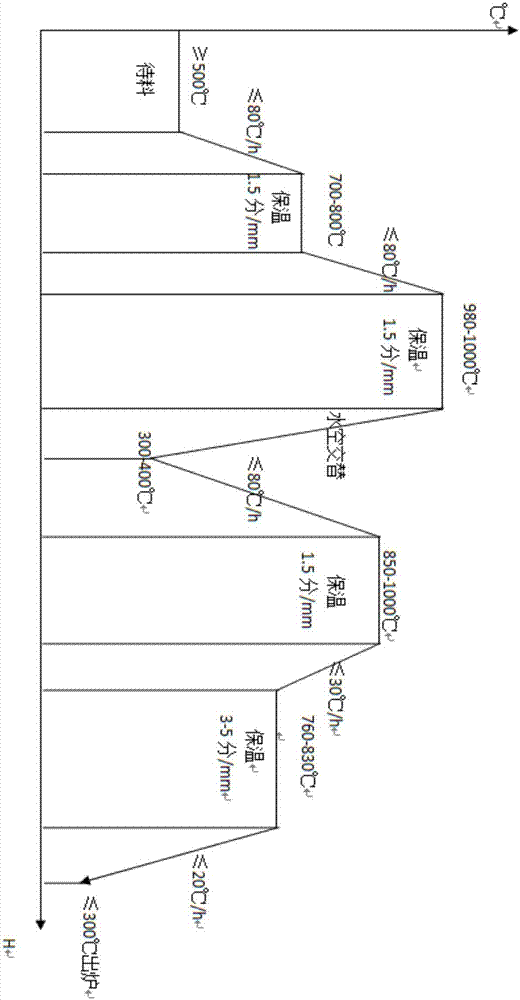
[0032] Such as figure 1 As shown, the processing technology is as follows:
[0033] Step 1: After forging, send the red to the annealing furnace for material: the temperature of the annealing furnace is 512 ° C ~ 560 ° C;
[0034] Step 2: Superfine treatment: preheating temperature is 750°C during normalizing heating, heating rate is 69°C / h, holding time is 1.5min / mm, normalizing temperature is 980°C, holding time is 1.5min / mm; water is used for normalizing cooling Alternating space technology improves the cooling strength, refines the coarse grains produced by high-temperature forging, eliminates the network carbide structure, and controls the material temperature at 320°C to 351°C;
[0035] Step 3: After normalizing, adopt the isothermal spheroidizing annealing process. The isothermal spheroidizing annealing holding temperature is 890°C, the heating rate is 70°C / h, and the holding time is 1.5min / mm, and then the temperature is reduced...
Embodiment 2
[0037] Specifications: 420mm×900mm,
[0038] Such as figure 1 As shown, the processing technology is as follows:
[0039] Step 1: After forging, send the red to the annealing furnace for material: the temperature of the annealing furnace for material is 520 ° C ~ 561 ° C;
[0040] Step 2: Superfine treatment: Preheating temperature is 750°C during normalizing heating, heating rate is 70°C / h, holding time is 1.5min / mm, normalizing temperature is 980°C, holding time is 1.5min / mm; water is used for normalizing cooling Alternating space technology improves the cooling strength, refines the coarse grains produced by high-temperature forging, eliminates the network carbide structure, and controls the material temperature at 320°C to 350°C;
[0041] Step 3: After normalizing, use isothermal spheroidizing annealing treatment process. The isothermal spheroidizing annealing temperature is 890°C, the heating rate is 68°C / h, the holding time is 1.5min / mm, and then the temperature is re...
Embodiment 3
[0043] Specifications: 360mm×910mm,
[0044] Such as figure 1 As shown, the processing technology is as follows:
[0045] Step 1: After forging, send the red to the annealing furnace for material: the temperature of the annealing furnace for material is 515 ° C ~ 555 ° C;
[0046] Step 2: Superfine treatment: preheating temperature is 750°C during normalizing heating, heating rate is 75°C / h, holding time is 1.5min / mm, normalizing temperature is 980°C, holding time is 1.5min / mm; water is used for normalizing cooling Alternating space technology improves the cooling strength, refines the coarse grains produced by high-temperature forging, eliminates the network carbide structure, and controls the material temperature at 310°C to 342°C;
[0047]Step 3: After normalizing, adopt the isothermal spheroidizing annealing process. The isothermal spheroidizing annealing temperature is 890°C, the heating rate is 70°C / h, the holding time is 1.5min / mm, and then the temperature is reduced...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More