

Manufacturing method for reverted austenite hot-stamped steel plate
A manufacturing method and hot stamping technology, applied in manufacturing tools, heat treatment equipment, quenching agents, etc., can solve the problems of increasing automobile production costs, poor formability of advanced high-strength steel, etc., achieving safe fuel, environmental protection, safety saving, The effect of improved lightweight
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
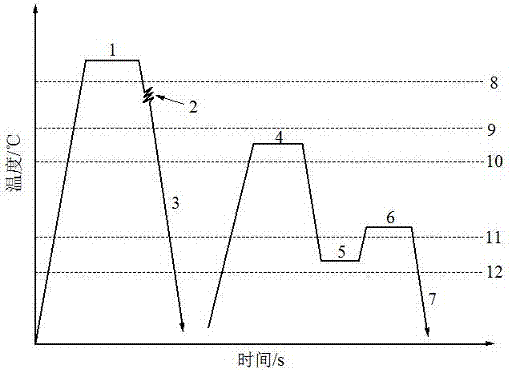
[0017] The material used in actual production is high-nickel C-Si-Mn steel. The production process includes the following steps:
[0018] (1) Solution treatment: Heat the material to 950℃ at a certain heating rate and keep it for 15 minutes.
[0019] (2) The first quenching: the steel plate is transferred to a die for hot stamping forming, and water quenched to room temperature after completion.
[0020] (3) Reversal of heat preservation in the austenite zone: reheat the steel plate quenched to room temperature to 700°C and isothermal for 5 minutes.
[0021] (4) The second quenching: the steel plate is quickly quenched in molten potassium nitrate and sodium nitrate to 310°C and kept for 10s, where the volume ratio of potassium nitrate and sodium nitrate before melting is 45%:55%.
[0022] (5) Distribution: then heat the steel plate to 390°C at a heating rate of 10°C / min for 50s.
[0023] (6) The third quenching: finally the steel plate is water quenched to room temperature.
Embodiment 2
[0025] The material used in actual production is high-nickel C-Si-Mn steel. The production process includes the following steps:
[0026] (1) Solution treatment: Heat the material to 960℃ at a certain heating rate and keep it for 18min.
[0027] (2) The first quenching: the steel plate is transferred to a die for hot stamping forming, and water quenched to room temperature after completion.
[0028] (3) Reversal of heat preservation in the austenite zone: reheat the steel plate quenched to room temperature to 700°C and isothermal for 5 minutes.
[0029] (4) The second quenching: the steel plate is quickly quenched to 320°C in molten potassium nitrate and sodium nitrate and kept for 10s, where the volume ratio of potassium nitrate and sodium nitrate before melting is 45%:55%.
[0030] (5) Distribution: then heat the steel plate to 390°C at a heating rate of 10°C / min for 50s.
[0031] (6) The third quenching: finally the steel plate is water quenched to room temperature.
Embodiment 3
[0033] The material used in actual production is high-nickel C-Si-Mn steel. The production process includes the following steps:
[0034] (1) Solution treatment: Heat the material to 970℃ at a certain heating rate and keep it for 20 minutes.
[0035] (2) The first quenching: the steel plate is transferred to a die for hot stamping forming, and water quenched to room temperature after completion.
[0036] (3) Reversal of heat preservation in the austenite zone: reheat the steel plate quenched to room temperature to 700°C and isothermal for 5 minutes.
[0037] (4) The second quenching: the steel plate is quickly quenched to 330°C in molten potassium nitrate and sodium nitrate and kept for 10s, where the volume ratio of potassium nitrate and sodium nitrate before melting is 45%:55%.
[0038] (5) Distribution: then heat the steel plate to 390°C at a heating rate of 10°C / min for 50s.
[0039] (6) The third quenching: finally the steel plate is water quenched to room temperature.
PUM
| Property | Measurement | Unit |
|---|---|---|
| percent by volume | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More