

Efficient welding method of S460NL high-strength steel flange
A welding method and high-strength steel technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of slow welding speed, large spatter, and large welder damage, and achieve the effect of high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
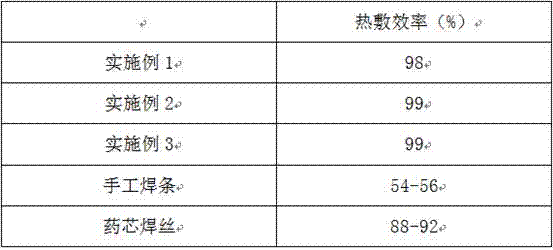
Embodiment 1
[0021] A high-efficiency welding method for S460NL high-strength steel flanges. After two steps of welding material selection and welding control process, the efficient welding method for S460NL high-strength steel flanges is completed; the specific steps are as follows:
[0022] (1) Selection of welding materials: use submerged arc welding for welding, use H-14 welding wire as the welding wire, and use fluorine-alkaline sintering flux as the sintering flux. The diameter of the welding wire is 4mm, and the alkalinity of the flux is 3.0.
[0023] (2) Welding control process:
[0024] a. Use semi-automatic flame cutting method to cut the groove of S460NL high-strength steel flange, and clean the oil, rust, oxide and other impurities within 30mm around the groove of the weld seam until the metallic luster is exposed;
[0025] b. When the S460NL high-strength steel flange is assembled, the inner wall is flush, if there is a gap, the value of the gap is 0mm;
[0026] c. The area t...
Embodiment 2
[0030] A high-efficiency welding method for S460NL high-strength steel flanges. After two steps of welding material selection and welding control process, the efficient welding method for S460NL high-strength steel flanges is completed; the specific steps are as follows:
[0031] (1) Selection of welding materials: use submerged arc welding for welding, use H-14 welding wire as the welding wire, and use fluorine-alkaline sintering flux as the sintering flux. The diameter of the welding wire is 4mm, and the alkalinity of the flux is 3.0.
[0032] (2) Welding control process:
[0033] a. Use semi-automatic flame cutting method to cut the groove of S460NL high-strength steel flange, and clean the oil, rust, oxide and other impurities within 50mm around the groove of the weld seam until the metallic luster is exposed;
[0034] b. When the S460NL high-strength steel flange is assembled, the inner wall is flush, if there is a gap, the value of the gap is 1mm;
[0035] c. The area t...
Embodiment 3
[0039] A high-efficiency welding method for S460NL high-strength steel flanges. After two steps of welding material selection and welding control process, the efficient welding method for S460NL high-strength steel flanges is completed; the specific steps are as follows:
[0040] (1) Selection of welding materials: use submerged arc welding for welding, use H-14 welding wire as the welding wire, and use fluorine-alkaline sintering flux as the sintering flux. The diameter of the welding wire is 4mm, and the alkalinity of the flux is 3.0.
[0041] (2) Welding control process:
[0042] a. Use semi-automatic flame cutting method to cut the groove of S460NL high-strength steel flange, and clean up the oil, rust, oxide and other impurities within 40mm around the groove of the weld until the metallic luster is exposed;
[0043] b. When the S460NL high-strength steel flange is assembled, the inner wall is flush, and if there is a gap, the value of the gap is 0.5mm;
[0044] c. The ar...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More