

Large-caliber reflection mirror iterative precompensation grinding method based on grinding wheel wear prediction
A large-diameter mirror and pre-compensation technology, applied in grinding/polishing equipment, grinding machines, optical surface grinding machines, etc., can solve the problems of low surface accuracy, low grinding efficiency, grinding wheel loss, etc., and achieve grinding efficiency. Improves, increases service life, avoids replacement and repeated grinding effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
specific Embodiment approach 1
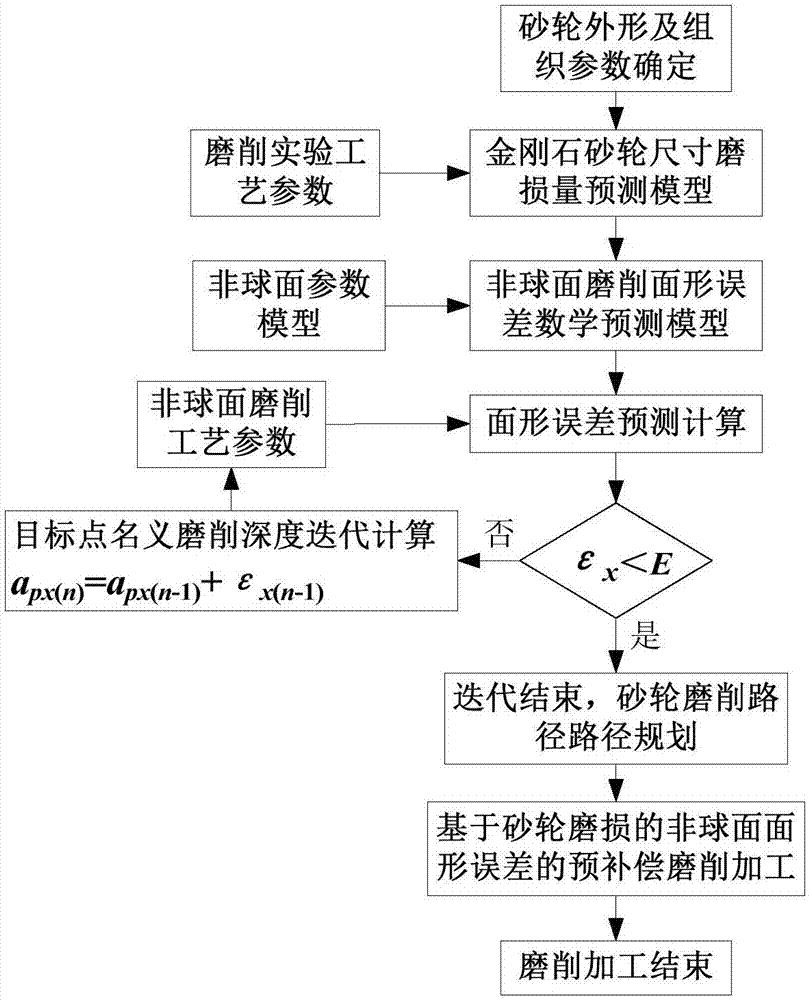
[0022] Specific implementation mode one: as figure 2 As shown, an iterative precompensation grinding method for large-aperture mirrors based on grinding wheel wear prediction includes the following steps:
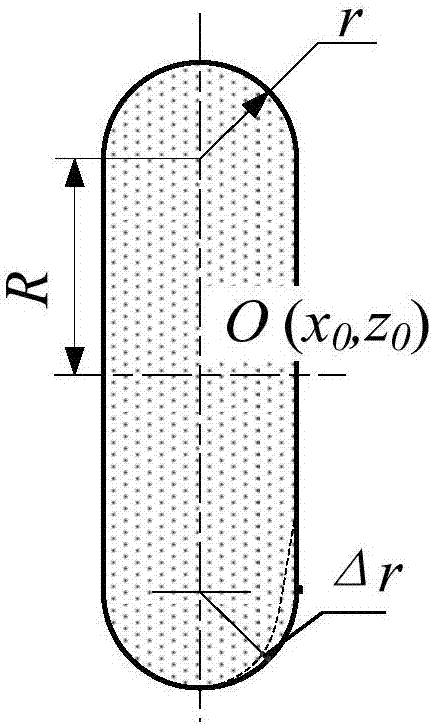
[0023] Firstly, the size and wear prediction model of metal bonded diamond grinding wheel is established, and the metal bonded arc-shaped diamond grinding wheel is selected according to the characteristics of the aspheric mirror body material-SiC ceramic material. The bonding strength of the bond is high, which can effectively improve the service life of the grinding wheel. On this basis, the organizational parameters and shape parameters of the grinding wheel are determined; using the principle of grinding ratio, the metal bonded diamond grinding wheel is used for grinding experiments to determine the relationship model between the size of the grinding wheel, the volume of material removed by grinding, and the grinding process parameters. Predict wheel size wear for diffe...
specific Embodiment approach 2
[0035] Specific embodiment two: the difference between this embodiment and specific embodiment one is: the surface shape error prediction model of the contact point between the grinding wheel and the workpiece on the aspheric generatrix in the grinding process is established in the step three, specifically:
[0036]
[0037] where E x is the aspheric grinding surface shape error at the x-coordinate point away from the center of rotation on the aspheric generatrix, expressed by the difference between the aspheric detection vector height and the aspheric ideal vector height, β x is the inclination angle of the tangent at point x from the center of rotation on the aspheric generatrix.
[0038] On the basis of the diamond grinding wheel size and wear prediction model, the generatrix expression of the rotary aspheric mirror, the initial grinding parameters and process parameters are given, and the grinding is analyzed based on the grinding principle, aspheric surface profile mod...
specific Embodiment approach 3
[0040] Specific embodiment three: the difference between this embodiment and specific embodiment one or two is: if the grinding surface shape error value of the x coordinate point is greater than the target surface shape error value in the step 4, then the nominal grinding surface of the x coordinate point The specific process of iterative precompensation processing for cutting depth is as follows:
[0041] By increasing the nominal grinding depth of the grinding point to compensate the aspheric surface error caused by the wear of the grinding wheel, the grinding surface error value of the x-coordinate point is converted and superimposed on the nominal grinding depth, and the superposition is Grinding at the new nominal grinding depth, and calculating the surface error value after iterative pre-compensation; after multiple iterations of pre-compensation until the predicted value of the grinding surface error at the x coordinate point is less than the target surface error value,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More