Forming method of banjo axle housing for vehicle
A molding method and integrated technology, applied in the field of vehicles, can solve the problems of large processing volume, insufficient elongation, complex processing procedures, etc., and achieve the effects of good overall rigidity and strength, enhanced fatigue resistance, and reduced welding workload.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
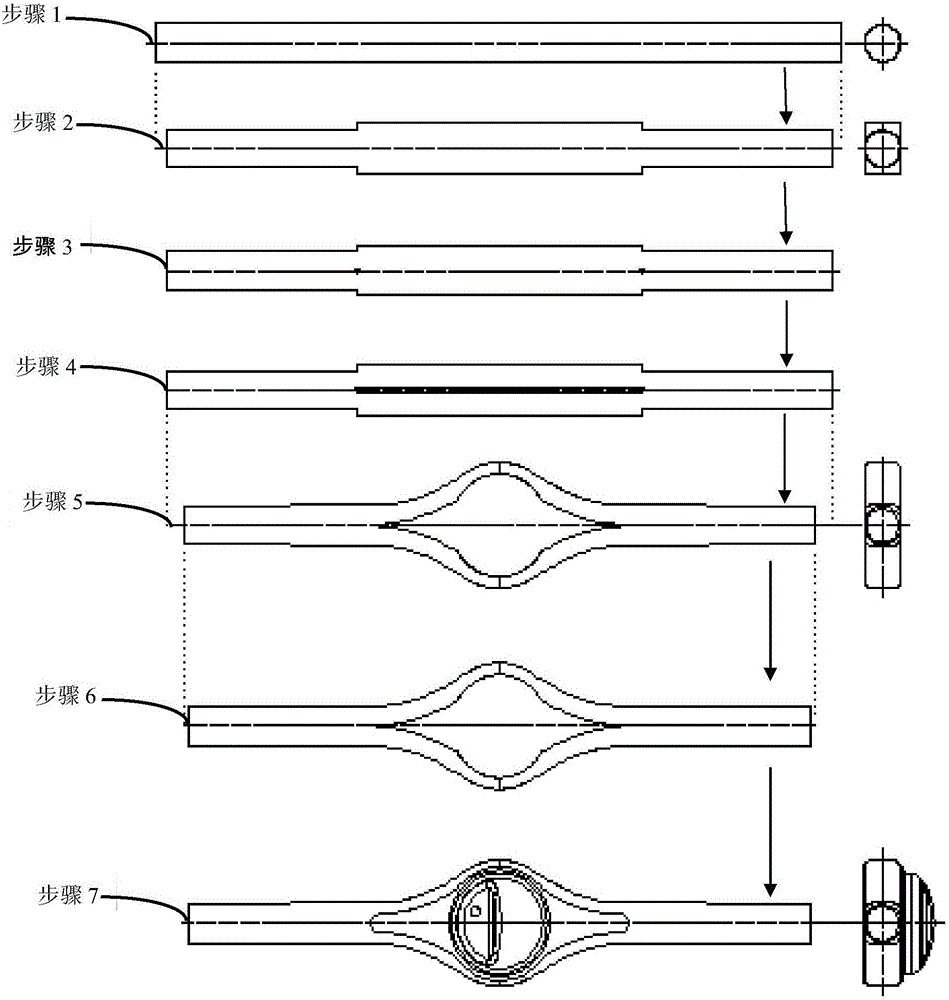
[0054] Step 1, blanking: select seamless steel pipes of a certain size, and cut 1000mm of them. Among them, the cross section of the seamless steel pipe is square.
[0055] Step 2, initial bulging: place the seamless steel pipe in the lower mold of the semi-finished product mold, the upper mold moves downward, and after the mold is closed, use an ultra-high pressure system to inject an ultra-high pressure liquid medium into the seamless steel pipe to make it High pressure is generated, and axial thrust is applied to both ends of the tube billet for feeding. Under the action of ultra-high pressure liquid medium and axial thrust, the seamless steel pipe material undergoes plastic deformation, and finally adheres to the inner wall of the semi-finished mold .
[0056] Step 3. Drilling: Drill a pair of symmetrical holes at a certain distance in the middle of the expanded seamless steel pipe.
[0057] Step 4. Cutting: cutting between the pair of symmetrical holes along the axial d...
Embodiment 2
[0063] Step 1, blanking: select seamless steel pipes of a certain size, and cut 1500mm of them. Among them, the cross section of the seamless steel pipe is circular.
[0064] Step 2, initial bulging: place the seamless steel pipe in the lower mold of the semi-finished product mold, the upper mold moves downward, and after the mold is closed, use an ultra-high pressure system to inject an ultra-high pressure liquid medium into the seamless steel pipe to make it High pressure is generated, and axial thrust is applied to both ends of the tube billet for feeding. Under the action of ultra-high pressure liquid medium and axial thrust, the seamless steel pipe material undergoes plastic deformation, and finally adheres to the inner wall of the semi-finished mold .
[0065] Step 3. Drilling: Drill a pair of symmetrical holes at a certain distance in the middle of the expanded seamless steel pipe.
[0066] Step 4. Cutting: cutting between the pair of symmetrical holes along the axial...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com