

Piston casting method and casting mold thereof
A technology for casting molds and casting models, which is applied in the directions of manufacturing tools, casting molding equipment, casting molds, etc., can solve the problems of increasing trachoma in castings, time-consuming and laborious, and reducing work efficiency, and achieves the improvement of as-cast hardness uniformity, and the method and steps are simple. , the effect of improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in combination with specific examples and with reference to the accompanying drawings. It should be understood that these descriptions are exemplary only, and are not intended to limit the scope of the present invention. Also, in the following description, descriptions of well-known structures and techniques are omitted to avoid unnecessarily obscuring the concept of the present invention.
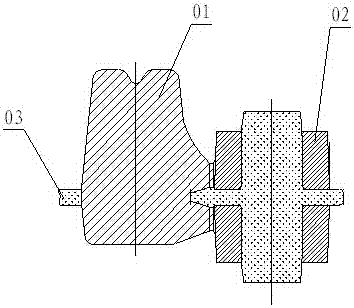
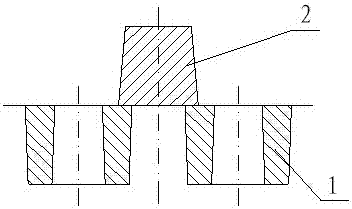
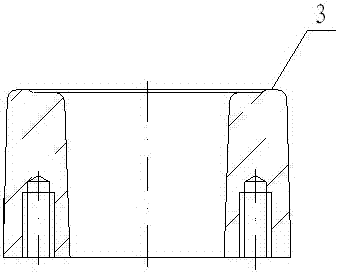
[0034] Such as Figure 2 to Figure 6 As shown, a piston casting method, which sets the casting model as a single-layer arrangement, a plurality of casting models are arranged in an orderly manner, the sprue is set at the center of the casting model, and the sprue and each casting model are passed through multiple The runners are connected; each casting model adopts the method of blank holder feeding to prevent the shrinkage...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More