Repair welding method for copper-steel composite plate joint face defective area
A composite board and joint surface technology, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve problems such as unseen repair welding, achieve high production efficiency, high-quality repair welding repair, and reduce consumption.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
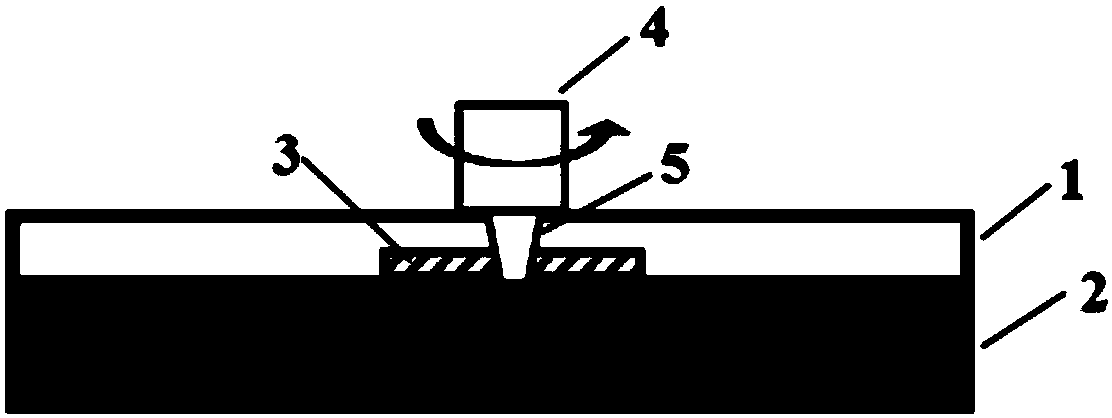
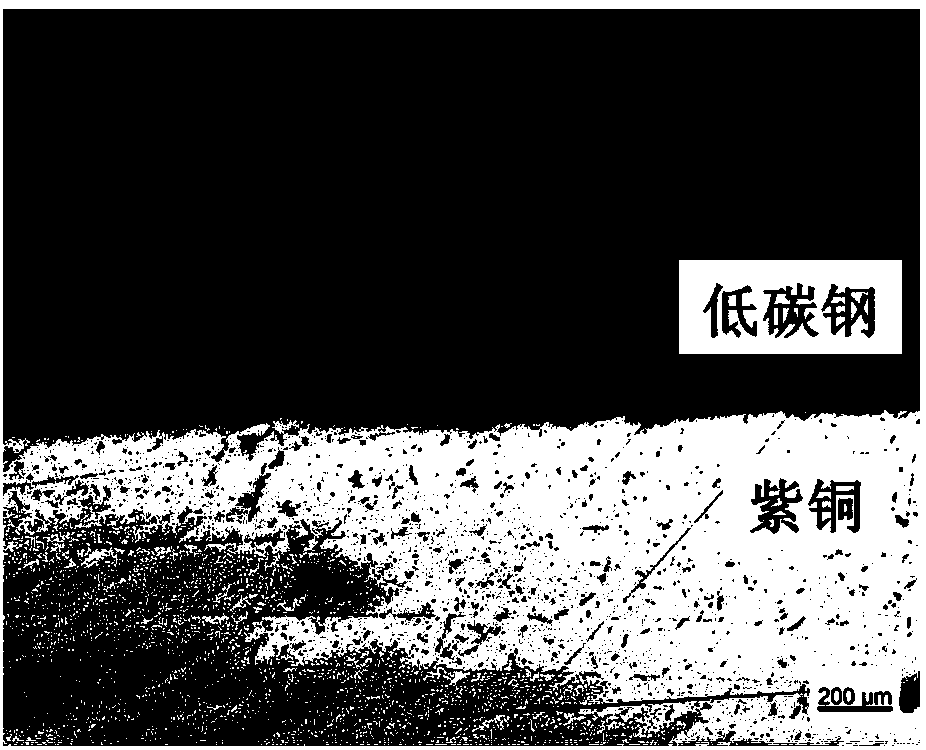
[0025] In this example, the red copper-low carbon steel clad plate was prepared by explosive cladding technology. The size of the copper plate is 500mm*250mm*3mm, and the size of the low carbon steel plate is 500mm*250mm*10mm. The red copper plate is used as the cladding material 1 on the top, and the low-carbon steel plate is used as the substrate 2 on the bottom. A D150mm joint surface defect area 3 of the composite plate was found by ultrasonic testing. Such as figure 2 It is a metallographic photo of the defect area of the joint surface of the composite plate before repair welding. It can be seen from the picture that there are large gaps at the interface between the copper and the low-carbon steel, and no effective metallurgical connection has been formed.
[0026] Such as figure 1 As shown, the friction stir treatment method is used to repair the defect area of the joint surface of the composite plate. Fasten the copper-steel composite plate on the workbench of ...
Embodiment 2
[0030] In this example, the red copper-stainless steel clad plate was prepared by explosive cladding technology. The size of the copper plate is 500mm*250mm*3mm, and the size of the stainless steel plate is 500mm*250mm*8mm. The copper plate is used as the cladding material 1 on the top, and the stainless steel plate is used as the substrate 2 on the bottom. A D120mm joint surface defect area 3 of the composite plate was found by ultrasonic testing. Such as Figure 4 It is a metallographic photo of the defect area of the joint surface of the composite plate before repair welding. It can be seen from the picture that there are large gaps at the interface between copper and stainless steel, and no effective metallurgical connection has been formed.
[0031] Such as figure 1As shown, the friction stir treatment method is used to repair the defect area of the joint surface of the composite plate. Fasten the copper-steel composite plate on the workbench of the friction stir ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Area | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com