

Sand-glass-shaped metal graded construction forming method
An hourglass-shaped, metal technology, applied in the field of metal material manufacturing, can solve the problems of large forgings, interface breaking vacuum, scrapping, etc., to achieve the effects of low-cost manufacturing, fast solidification speed, and reduced manufacturing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
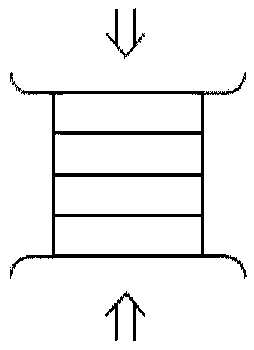
[0056] The target product of this embodiment is a 316 stainless steel ring. Firstly, the continuous casting method is adopted, and the continuous casting slab with a width of 1000mm and a thickness of 300mm is poured, and its steel type is 316H. Then cut out the continuous casting slab element with a length of 1000mm, process and clean it, seal and weld it into a preform in a vacuum chamber. After the preform is forged and welded and further forged, a 10t-level blank element is obtained. After surface processing, cleaning, stacking, encapsulation, forging and welding, and further forging, 4 pieces of 10t-level rough base units were used to obtain 2 pieces of 20t-level rough base units. After surface processing, cleaning, stacking, packaging, and forging welding of two 20t-level blank elements, a 40t-level blank was obtained. Finally the blank is forged into a ring. Specific steps are as follows:
[0057] In the first step, blank primitives are fabricated using conventional...
Embodiment 2
[0067] The target product of this embodiment is the rotor forging. Firstly, the continuous casting method is used to cast a continuous casting slab with a width of 1600mm and a thickness of 300mm, and its steel type is 16Mn. Then cut out the continuous casting slab element with a length of 1600mm, process and clean it, seal and weld it into a preform in a vacuum chamber. After the preform is forged and welded and further forged, a 40t-level blank element is obtained. After surface processing, cleaning, stacking, encapsulation, forging and welding and further forging, 4 pieces of 40t-level rough base units were used to obtain 2 pieces of 80t-level rough base units. After surface processing, cleaning, stacking, packaging, and forging welding, two 80t-level blank elements were used to obtain one 160t-level blank. Finally the blank is forged into a rotor. Specific steps are as follows:
[0068] In the first step, blank primitives are fabricated using conventional construction ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More