

A method for controlling solidification of investment casting castings
A technology for investment casting and casting, applied in the field of controlling the solidification of investment casting castings, can solve problems such as poor heat dissipation, shrinkage porosity, shrinkage holes, etc., to avoid shrinkage holes, improve yield and yield, and speed up solidification and cooling. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
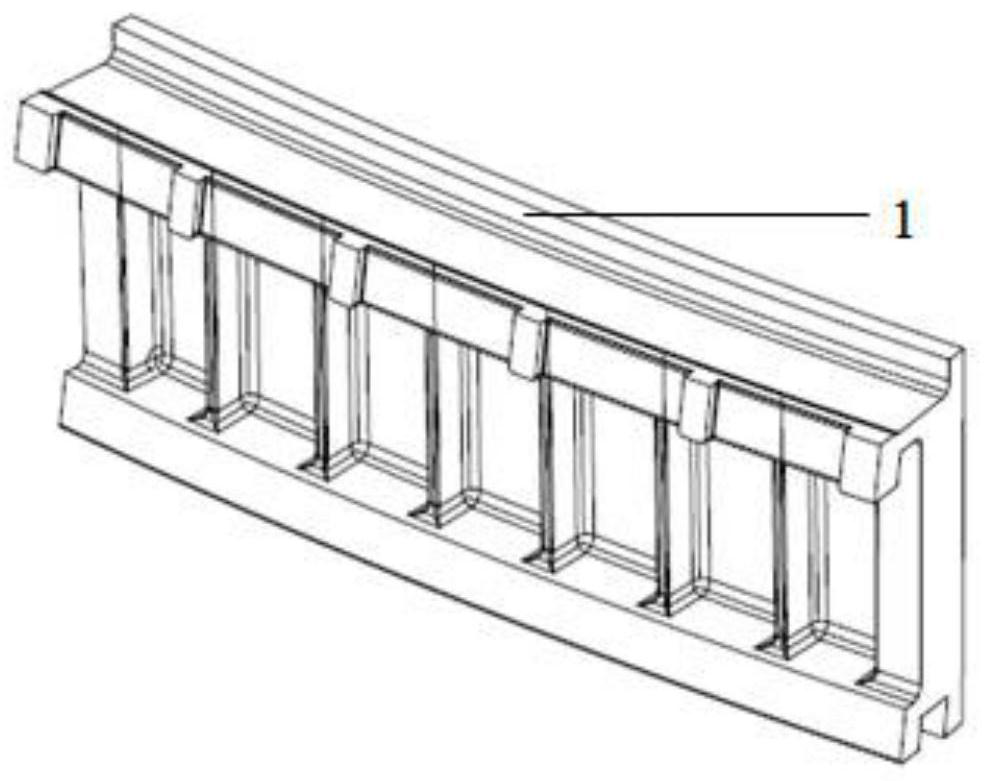
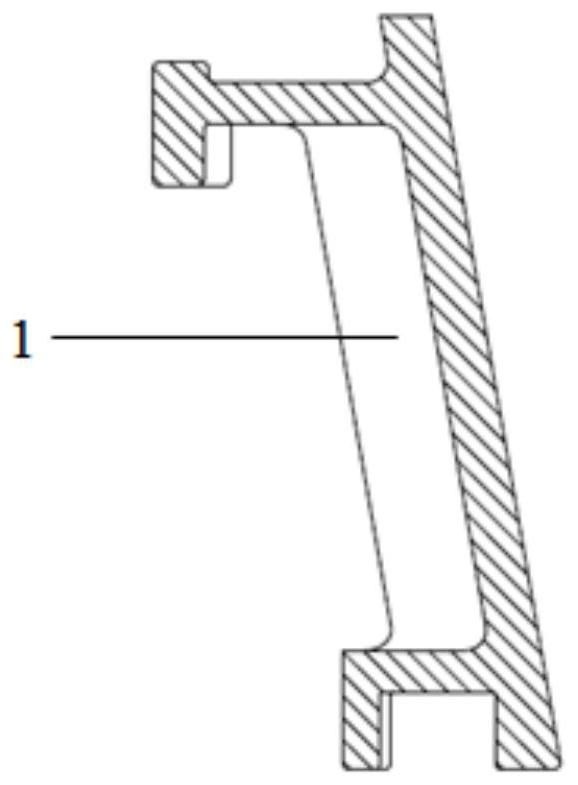
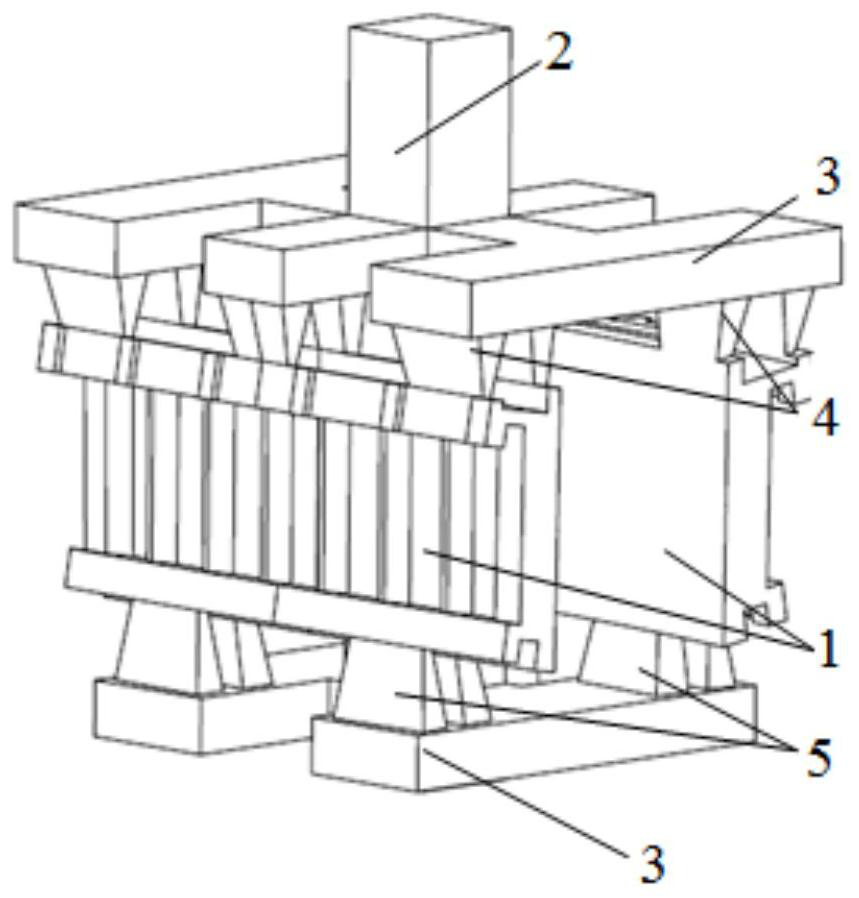
[0033] The casting 1 structure of a type II retaining ring is a ring structure (such as figure 1 shown), the cross-sectional shape is "I"-shaped structure (such as figure 2 As shown), during the process design, there is always a hot spot in the lower triangular area, which is difficult to completely eliminate, and eventually leads to shrinkage cavity and shrinkage porosity defects in this part. According to this invention, using such as image 3 and Figure 4 According to the process scheme shown, according to the shape and process requirements of the casting 1 of the type II retaining ring, set the sprue 2 and the runner 3, as well as the riser 4 and the ingate 5 and determine their positions. First, use the ProCAST software The simulation analysis shows that the immersion process parameters are immersion depth of 30 mm and immersion time of 10 seconds; after the wax model is made and the wax model is assembled, the wax model is coated with paint according to the process. ...
Embodiment 2
[0035] A shell casting 1 such as Figure 5 As shown, the weight of the casting is up to 13Kg, and the top-riser horizontal process is used in the process design. During actual pouring, shrinkage cavities or shrinkage defects often appear at the bottom of the flanges on both sides. After applying this invention, it is used to control investment casting castings For the method of solidification, after the simulation of the casting process simulation software, the water immersion process parameters are obtained as the immersion depth of 50mm, and the immersion time is not less than 35 seconds. In actual production, according to this process, when the seventh layer is completed in the coating shell, use The mold shell is reinforced with iron wires, and the distance between the iron wires is about 50mm, which is reinforced in a mesh shape, and then the shell-making process of the next three layers of paint is completed; then, after dewaxing and roasting, stainless steel water is p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More