A Diffusion Welding Method for Fixing a Support Plate with a Support Plate Head
A technology of diffusion welding and support plate head, applied in the field of aero-engine, can solve the problems of welding deformation of support plate and support plate head, affecting the overall quality, bulging, etc., to reduce welding deformation, improve overall quality, and optimize the effect of the main structure.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
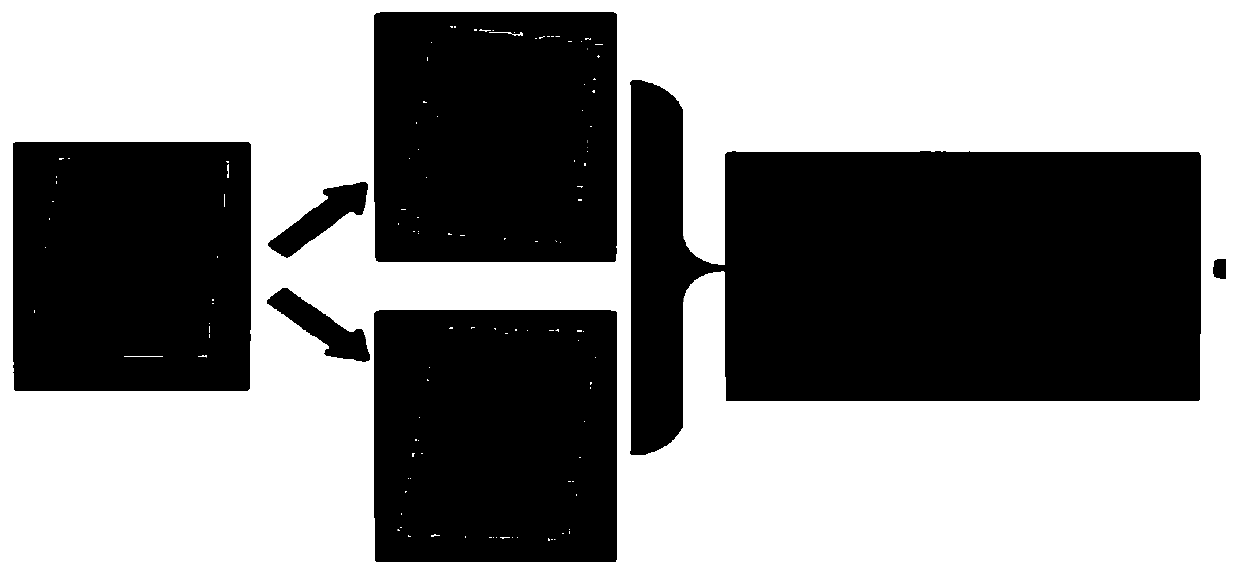
[0050] A diffusion welding method with a fixed support plate with a support plate head, the schematic diagram of the welding process is as follows figure 1 shown, including the following steps:
[0051] Step 1, wool wire cutting:
[0052] In order to ensure the same performance and structure of the base metal before welding, the forged blank is cut into two symmetrical pieces, and ultrasonic inspection is carried out to ensure that there is no base metal defect, and the cavity of the fixed support plate with the support plate head is processed separately. into a corresponding shape, and the cavity is formed by grinding the groove;
[0053] Step 2, grinding the surface to be welded:
[0054] Grind the surface of the surface to be welded to form a fixed support plate with a support plate head after grinding, and ensure that the parallelism of the surface to be welded is not greater than 0.03mm, and the roughness of the blade to be welded is not greater than 0.6um;
[0055] St...
Embodiment 2
[0073] A diffusion welding method with a fixed support plate with a support plate head, the schematic diagram of the welding process is as follows figure 1 shown, including the following steps:
[0074] Step 1, wool wire cutting:
[0075] In order to ensure the same performance and structure of the base metal before welding, the forged blank is cut into two symmetrical pieces, and ultrasonic inspection is carried out to ensure that there is no base metal defect, and the cavity of the fixed support plate with the support plate head is processed separately. into a corresponding shape, and the cavity is formed by grinding the groove;
[0076] Step 2, grinding the surface to be welded:
[0077] Grind the surface of the surface to be welded to form a fixed support plate with a support plate head after grinding, and ensure that the parallelism of the surface to be welded is not greater than 0.03mm, and the roughness of the blade to be welded is not greater than 0.6um;
[0078] St...
Embodiment 3
[0096] A diffusion welding method with a fixed support plate with a support plate head, the schematic diagram of the welding process is as follows figure 1 shown, including the following steps:
[0097] Step 1, wool wire cutting:
[0098] In order to ensure the same performance and structure of the base metal before welding, the forged blank is cut into two symmetrical pieces, and ultrasonic inspection is carried out to ensure that there is no base metal defect, and the cavity of the fixed support plate with the support plate head is processed separately. into a corresponding shape, and the cavity is formed by grinding the groove;
[0099] Step 2, grinding the surface to be welded:
[0100] Grind the surface of the surface to be welded to form a fixed support plate with a support plate head after grinding, and ensure that the parallelism of the surface to be welded is not greater than 0.03mm, and the roughness of the blade to be welded is not greater than 0.6um;
[0101] St...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More