

Production process of aluminum profile for automobile impact energy absorbing components and produced aluminum profile
A collision energy absorption and production process technology, applied in the field of aluminum and aluminum alloy extrusion processing and heat treatment, can solve the problems of poor compression performance, difficult extrusion, and high element content of aluminum profiles, achieve good compression performance, and improve tensile strength. The effect of mechanical properties and simple production process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
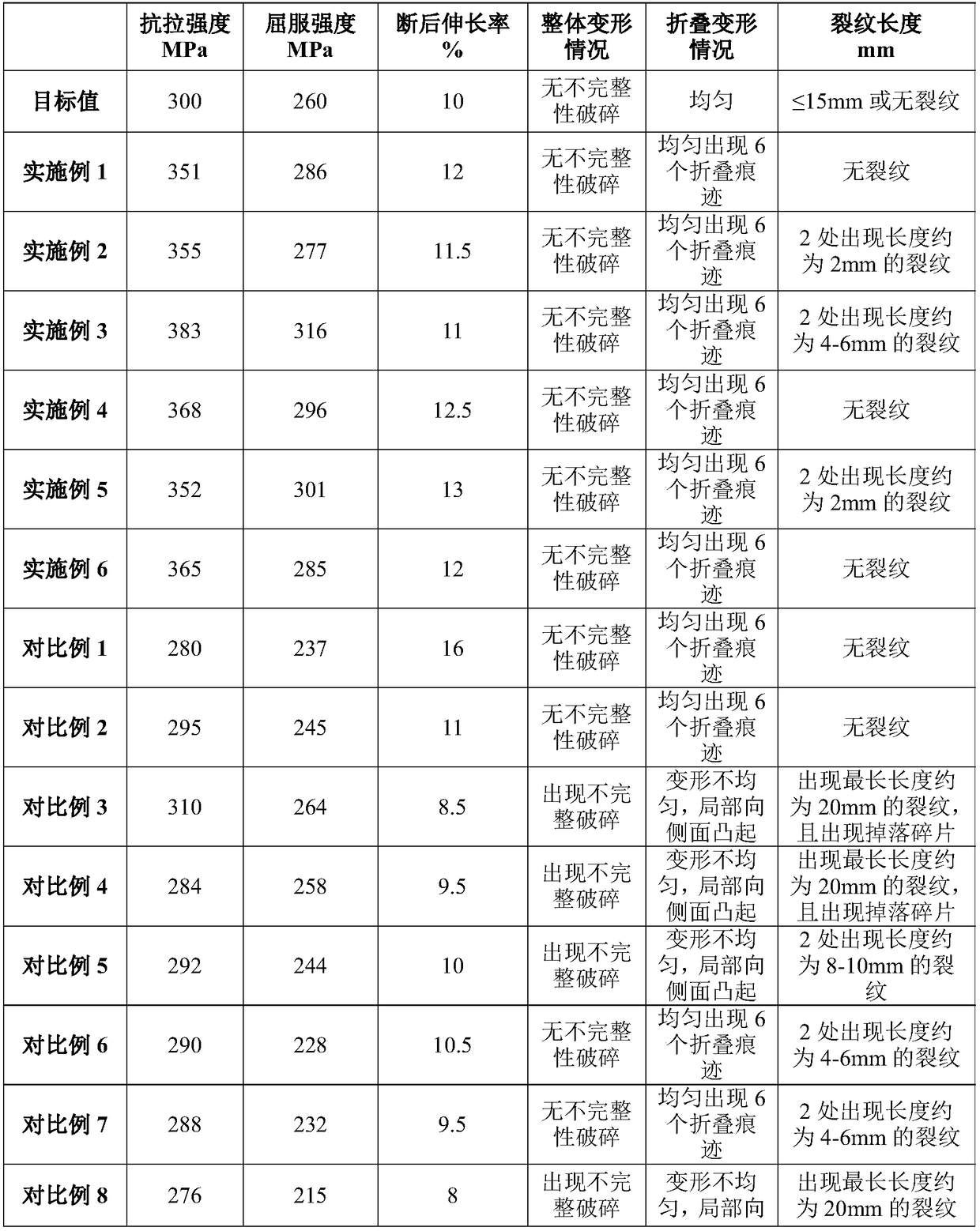
[0113] A production process of aluminum profiles for automobile collision energy-absorbing parts, comprising the following steps:
[0114] (1) Homogenization annealing treatment: The homogenization annealing treatment of the alloy ingot made of NS6082 alloy material has a heat preservation temperature of 550°C and a heat preservation time of 10 hours. The alloy composition of the alloy ingot used includes:
[0115] Si: 0.89%, Fe: 0.32%, Cu: 0.07%, Mn: 0.63%, Mg: 0.92%, Cr: 0.11%, Zn: 0.17%, Ti: 0.06%, Nb: 0.04%, V: 0.03%, The balance is Al and unavoidable impurities.
[0116] (2) Cooling and extrusion: Cool the alloy ingot to 520±2°C, and then directly send it to the extrusion cylinder for extrusion, so that it passes through the mold to produce a "day"-shaped cavity aluminum profile with an overall size of 60× 40mm, the wall thickness is 3mm; among them, the extrusion barrel temperature is 438°C, the mold temperature is 485°C, and the extrusion speed is 7m / min;
[0117] (3)...
Embodiment 2
[0121] A production process of aluminum profiles for automobile collision energy-absorbing parts, comprising the following steps:
[0122] (1) Homogenization annealing treatment: The homogenization annealing treatment of the alloy ingot made of NS6082 alloy material has a heat preservation temperature of 565°C and a heat preservation time of 8 hours. The alloy composition of the alloy ingot used includes:
[0123] Si: 0.95%, Fe: 0.28%, Cu: 0.06%, Mn: 0.67%, Mg: 0.97%, Cr: 0.08%, Zn: 0.18%, Ti: 0.05%, Nb: 0.05%, V: 0.05%, The balance is Al and unavoidable impurities.
[0124] (2) Cooling and extrusion: Cool the alloy ingot to 505±2°C, and then directly send it to the extrusion cylinder for extrusion, so that it passes through the mold to produce a "day"-shaped cavity aluminum profile, with an overall size of 60× 40mm, the wall thickness is 3mm; among them, the extrusion cylinder temperature is 420°C, the mold temperature is 465°C, and the extrusion speed is 4m / min;
[0125] (...
Embodiment 3
[0129] A production process of aluminum profiles for automobile collision energy-absorbing parts, comprising the following steps:
[0130] (1) Homogenization annealing treatment: The homogenization annealing treatment of the alloy ingot made of NS6082 alloy material has a heat preservation temperature of 580°C and a heat preservation time of 5.5 hours. The alloy composition of the alloy ingot used includes:
[0131] Si: 1.12%, Fe: 0.41%, Cu: 0.05%, Mn: 0.55%, Mg: 1.08%, Cr: 0.13%, Zn: 0.18%, Ti: 0.07%, Nb: 0.03%, V: 0.06%, The balance is Al and unavoidable impurities.
[0132] (2) Cooling and extrusion: Cool the alloy ingot to 495±2°C, and then directly send it to the extrusion barrel for extrusion, so that it passes through the mold to produce a "day"-shaped cavity aluminum profile with an overall size of 60× 40mm, the wall thickness is 3mm; among them, the extrusion cylinder temperature is 445°C, the mold temperature is 475°C, and the extrusion speed is 10m / min;
[0133] (...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More