Long material horizontal hot plating equipment and hot plating method
A hot-dip, horizontal technique
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0033] Adopt the method of the present invention to implement the threaded steel of product diameter 14mm, material 20MnSi, tensile strength 455Mpa, hot-dip Galfan alloy, line speed 90 meters / minute, production capacity 50,000 tons / year. The coating weight is required to be 50g / m 2 , the intensity drop does not exceed 5%. Its technological process is:
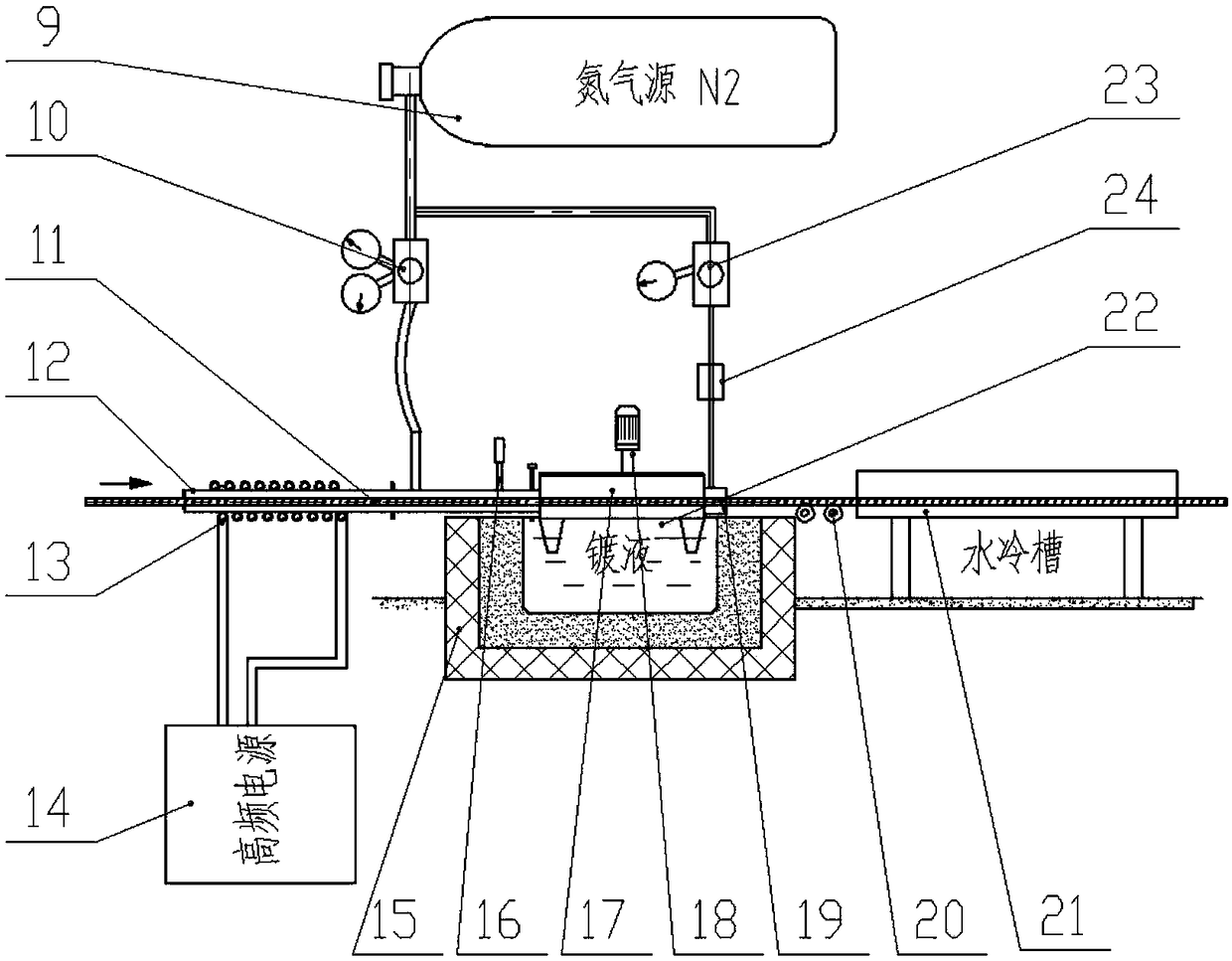
[0034] go through figure 1 process and figure 2 The device is used to complete the hot-dip Galfan alloy process for rebar. The specific process parameters are as follows: preheating temperature 510°C, hot-dip Galfan temperature 465°C, hot-dip time 1.2 seconds, air knife pressure 0.3 kg. Parallel production of three implementation products was carried out, and product measurement results were obtained: the coating weights were 48 μm, 52 μm, and 54 μm, the average coating weight was 51.3 μm, the alloy consumption per ton of product was 1.8 kg, and the tensile strength did not change.
Embodiment 2
[0036] Adopt the method of the present invention to implement the angle steel hot-dip galvanizing of product 30*30*3, line speed 120 m / min, annual output 70,000 tons, material Q345, strength 450Mpa requires zinc content 140g / m 2 , that is, 20μm thick, the strength drops within 5%. Its technological process is:
[0037] go through figure 1 process and figure 2 The device completes the hot-dip galvanizing process of angle steel. The specific process parameters are as follows: preheating temperature 550°C, hot-dip galvanizing temperature 455°C, hot-dip galvanizing time 1.0 second, air knife pressure 0.2 kg. Three products were produced in parallel, and the product measurement results were obtained: the coating weights were 18μm, 19μm, and 24μm, the average coating weight was 20.3μm, and the zinc content was 142.3g / m 2 , The zinc consumption per ton of product is 4.4 kg, and the tensile strength has not changed.
[0038] What is not mentioned in the present invention is appl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More