

Welding method for bimetal composite pipe
A bimetal composite pipe and welding method technology, applied in welding equipment, metal processing equipment, arc welding equipment, etc., can solve the problems of poor corrosion resistance of weld seams, high welding cost of one-sided welding, and low quality of joints
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] A welding method for a bimetal composite pipe, the main steps are as follows:
[0027] Step 1. Processing and treatment of welding groove
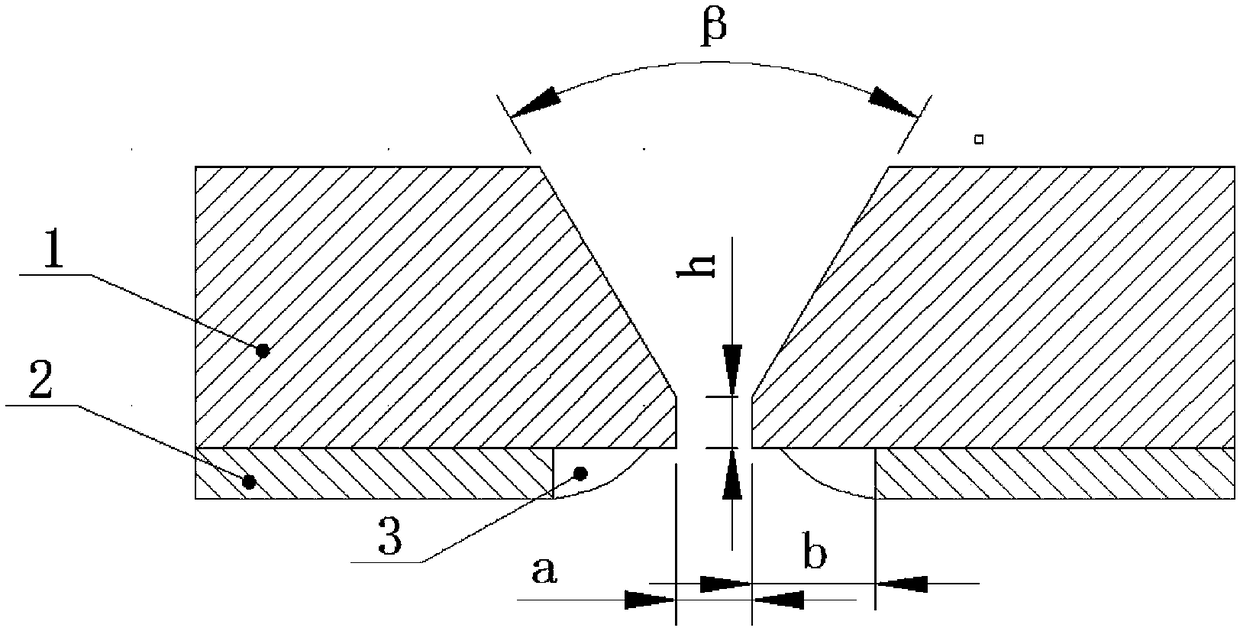
[0028] 101. The welding surface of the bimetallic composite pipe base layer 1 is processed by machining, and the groove is in the form of a Y-shaped groove; the welding surface of the inner lining layer 2 of the bimetallic composite pipe is stripped to a certain extent, and the width is b 5-8mm, using TIG or MIG for pre-sealing welding to form the sealing layer 3, the welding material used is stainless steel or nickel-based welding wire one grade higher than that of the inner lining layer 2, the welding current is 70-90A, argon gas Flow 18L~22L / min;
[0029] 102. Groove cleaning: Use a wire brush to grind and scrub the groove and its vicinity within 25cm to prevent harmful effects of oil and rust on the weld;
[0030] 103. Groove pairing: check the processing quality of the groove, ensure that the groove and its surrounding area a...
Embodiment 2
[0038] A welding method for a bimetallic composite pipe, (in this embodiment, the thickness of the base layer is 12mm, the thickness of the inner lining layer is 2mm, the base layer is L415 pipeline steel, and the inner lining layer is 316L austenitic stainless steel) The main steps are as follows:
[0039] Step 1. Processing and treatment of welding groove
[0040] 101. The welding surface of the bimetallic composite pipe base layer 1 is processed by machining, and the groove is in the form of a Y-shaped groove; the welding surface of the inner lining layer 2 of the bimetallic composite pipe is stripped to a certain extent, and the width is b 5-8mm, using TIG or MIG for pre-sealing welding to form the sealing layer 3, the welding material used is stainless steel or nickel-based welding wire one grade higher than that of the inner lining layer 2, the welding current is 70-80A, argon gas Flow 18L~22L / min;
[0041] 102. Groove cleaning: Use a wire brush to grind and scrub the gro...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More